еЊвЊЃКМЏОлЗФЩДЗНЗЈвВГЦФ§ОлЗФЩДЗНЗЈЃЌЫќПЩЩњВњГівЛжжаТаЭЕФЩДЯпНсЙЙЃЌетжжНсЙЙЕФаЮГЩЪЧгЩгкЯћГ§СЫШ§НЧаЮЁЃдкДЋЭГЕФЛЗЖЇЗФжаЃЌЗФЩДШ§НЧаЮЪЧвЛИіЧБдкЕФШѕЕуЛђГіЮЪЬтЕуЃЌЫќгАЯьСЫЗФЩДЕФЮШЖЈадКЭЩДЯпЕФвЛаЉжЪСПВЮЪ§ЁЃБОЮФНЋМЏОлЩДЕФвЛаЉжЪСПБэВЮЪ§гыДЋЭГЛЗЖЇЩДНјааСЫБШНЯЁЃ
ЙиМќДЪЃКМЏОлЗФЩДЃЌВЮЪ§ЃЌжЪСП
l ЗФЩДШ§НЧаЮЕФЯћГ§
дкАЭРшЕФITMA99ЩЯЃЌвЛаЉЗФЛњжЦдьЩЬеЙГіСЫИїздЕФМЏОлЗФЩДЛњЁЃетаЉЛњЦївбАВзАдкЪРНчИїЕиЕФвЛаЉЗФЩДГЇжаЃЌЭЌЪБЃЌЗФЩДаавЕе§УмЧаЙизЂзХетИіЪаГЁЁЃ
МЏОлЗФЩДЕФЯыЗЈРДздгкдкДЋЭГЕФЛЗЖЇЗФЩДЯЕЭГЩЯЪдЭМЛёЕУЩДЯпжЪСПЕФДѓЗљЖШЬсИпЁЃЫфШЛЃЌзЊБЗФКЭХчЦјЗФОпгаИпВњЕФгХЕуЃЌЕЋЫќУЧЕФСщЛюадВЛШчЛЗЖЇЗФЩДЛњЁЃДЋЭГЛЗЖЇЩДЕФжївЊгХЕуЪЧОпгаМЋКУЕФЩДЯпНсЙЙКЭНЯПэЕФЩДЯпжЇЪ§ЗЖЮЇЃЌЫќУЧЪЧгЩЦНааКЭОљдШМгФэЕФЯЫЮЌзщГЩЕФЁЃвђДЫЃЌЫќУЧЕФЗФжЏЙЄвеЬиадШчОљдШЖШЁЂЧПСІКЭЩьГЄЖМКмКУЁЃИїжждСЯОљПЩВЛЪмШЮКЮЯожЦЛђКСЮоРЇФбЕидкЛЗЖЇЗФЩДЛњЩЯМгЙЄГЩЩДЯпЁЃ
ВЩгУМЏОлЗФЩДЗНЗЈЫљЩњВњГіЕФЩДЯпНсЙЙВЛЭЌгкДЋЭГЕФЛЗЖЇЩД(ЭМ1)ЁЃМЏОлЩДЕФБэУцИќМгЙтЛЌЃЌУЋг№ИќЩйЁЃетЪЧМЏОлЗФЩДзюЯджјЕФЬиадЃЌЖјетжжЩДЯпНсЙЙЕФИФЩЦЪЧЭЈЙ§ЗФЩДШ§НЧаЮЕФЯћГ§ЖјЛёЕУЕФЁЃ
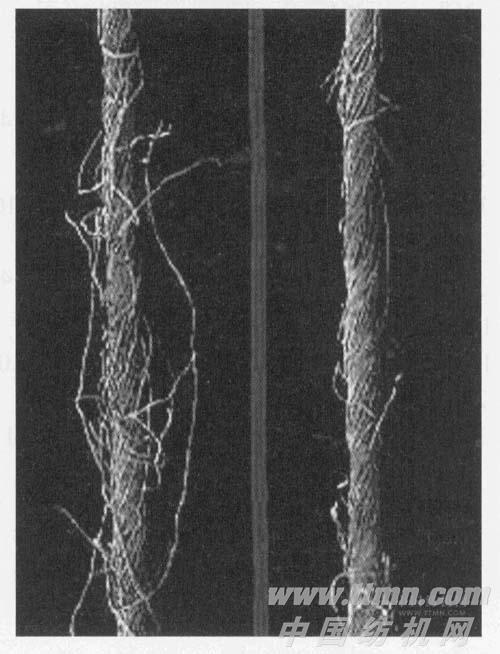
ЭМ1 ДЋЭГЕФЛЗЖЇЩДКЭМЏОлЩДЃЈгвЃЉ
дкДЋЭГЛЗЖЇЗФЩДЛњЕФЧЃЩьЧјЃЌЖдДжЩДЪЉМгвЛЖЈЕФЧЃЩьБШЃЌвдЛёЕУЫљашЕФЩДЯпжЇЪ§ЁЃЮЊСЫЪЙЩДЯпЛёЕУЫљашЕФЧПЖШЃЌБиаыМгЩЯФэЖШвдЪјИПЯЫЮЌЁЃЩДЯпжаЕФФэЛиЪЧгЩИжЫПШІВњЩњЕФЃЌФэЖШЯђЩЯДЋЕнЕНЧЃЩьзАжУЁЃФэЖШБиаыОЁПЩФмЕиНгНќТоРЕФЧЏПкЯпЃЌЕЋЪЧЫќШДЮоЗЈЭъШЋНјШыЧЏПкЁЃдкЧАТоРЕФЪфГіДІЃЌзмЪЧДцдквЛИіУЛгаФэЖШЕФШ§НЧаЮЯЫЮЌЪјЃЌМДЫљЮНЕФЗФЩДШ§НЧаЮЁЃЩДЯпЖЯЭЗДѓЖрЗЂЩњдкетвЛБЁШѕЕуЁЃЗФЩДШ§НЧаЮзшжЙСЫБпдЕЯЫЮЌЭъШЋНјШыЩДЬхЁЃетжжЧщПіЕМжТСЫЩДЯпЧПЖШЕФБфЛЏКЭНЯЖрЕФУЋг№ЁЃБпдЕЯЫЮЌГЃГЃВЛФмЭъШЋгыЩДЯпКЯЮЊвЛЬхЃЌВЂвдЗЩЛЈЕФаЮЪНЫ№ЪЇЃЌЛђепжЛгаМЋЩйСПЕФБпдЕЯЫЮЌФмНјШыЩДЬхжаЃЌвджТНЯЖрЕФБпдЕЯЫЮЌзїЮЊздгЩЖЫДгЩДЯпжаЭЛГіЁЃЗФЩДШ§НЧаЮЕФГЄЖШШЁОігкЗФЩДМИКЮКЭЩДЯпЕФФэЖШЁЃЗФЩДШ§НЧаЮдНГЄЃЌЫљВњЩњЕФБЁШѕЧјвВдНГЄЁЃЕЋвВДјРДСЫвЛИігХЕуЃЌМДБпдЕЯЫЮЌФмИќКУЕигыЩДЯпЯрНсКЯЃЌФмЩњВњГіНЯЙтЛЌЕФЩДЯпЃЌЖјЧвЯЫЮЌЗЩЛЈНЯЩйЁЃ
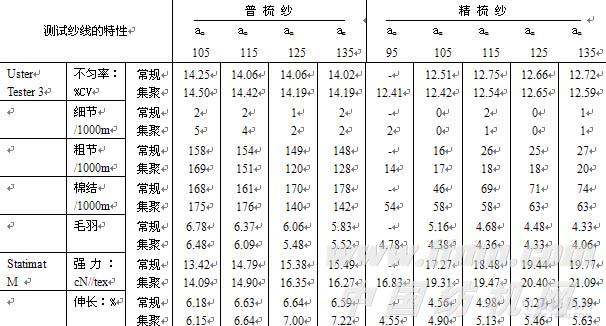
дкМЏОлЗФжаЃЌДгЧЃЩьзАжУЧАТоРЧЏПкЯпЧЈвЦГіРДЕФЧЃЩьЯЫЮЌМЏОлдквЛЬѕЯпЩЯЁЃВЛЭЌЕФЛњЦїжЦдьЩЬЬсЙЉСЫЖржжгУгкФ§ОлетаЉЯЫЮЌЕФзЈРћЃЌФПЧАЃЌгааЉЙЋЫОШчЃКЧрдѓЁЂаїЩЁЂСЂДяЕШЙЋЫОЖМФмЬсЙЉВЩгУВЛЭЌЕФЯЫЮЌФ§ОлЗНЪНЕФМЏОлЗФЩДЛњЁЃетжжМЏОлЗНЗЈЖдМЏОлЯЫЮЌЕФПэЖШгыЩДЯпжБОЖжЎБШОпгагаРћЕФзїгУЃЌЖјетвЛзїгУЪЕМЪЩЯЯћГ§СЫЗФЩДШ§НЧаЮЃЈЭМ2ЃЉЁЃ

ЭМ2 зАдкЛЗЖЇЗФЩДЛњЩЯЕФМЏОлЗФЩДзАжУЃЈЧрдѓAir-Com-Tex 700ЃЉ
дкВЛДцдкЗФЩДШ§НЧаЮЕФЧщПіЯТЗФЩДЃЌМИКѕЫљгаРДздгкЧЃЩьзАжУЕФЯЫЮЌЖМФмдкЯрЭЌЕФеХСІЬѕМўЯТВЂКЯГЩЩДЯпЁЃгЩгкФэЖШЪЧдкЗЧГЃНгНќЧЏПкЯпЕФЕиЗНМгШыЕФЃЌвђДЫЃЌМДЪЙЪЧЖЬЯЫЮЌвВФмдкетИіСйНчЧјгђФкГаЪмеХСІЃЌетОЭЬсИпСЫЯЫЮЌЕФРћгУГЬЖШЁЃСэЭтЃЌЛЙПЩМѕЩйУЋг№ЃЌЯЫЮЌЧПЖШЕФИќЖрРћгУвдМАЩДЯпУЋг№ЕФжиДѓИФЩЦЃЌЮЊКѓЕРЙЄађШчТчЭВЁЂжЏдьЕФжЪСПКЭВњСПДјРДСЫМЋКУЕФгаРћЬѕМўЁЃ
2 Ъдбщ
ЪдбщЪЧдкЧрдѓЙЋЫОЩњВњЕФвЛЬЈRM350ДЋЭГЛЗЖЇЗФЩДЛњКЭвЛЬЈRM700МЏОлЗФЩДЛњЩЯНјааЕФЁЃЦеЪсКЭОЋЪсДПУодСЯдкЯрЭЌЬѕМўЯТЗФжЦГЩЯИЩД(Бэ1)ЁЃ
Бэ1 ЪдбщЗНАИ

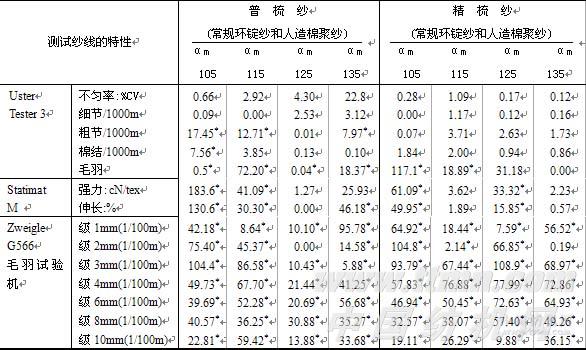
дкетСНЬЈЛњЦїЩЯЗФжЦГЩЕФЦеЪсЩДКЭОЋЪсЩДОпгаВЛЭЌЕФФэЯЕЪ§ЁЃЩДбљдкВЛЭЌЕФвЧЦїЃЌШчZellwegeUT3ЁЂTextechno StatimatКЭZweigleG566УЋг№ЪдбщЛњЩЯзіСЫвЛаЉЮяРэЗФжЏЪдбщЃЌгУетаЉЪдбщНсЙћРДБШНЯЛЗЖЇЩДКЭМЏОлЩДЕФжЪСПВЮЪ§ЁЃ
3 НсЙћКЭЬжТл
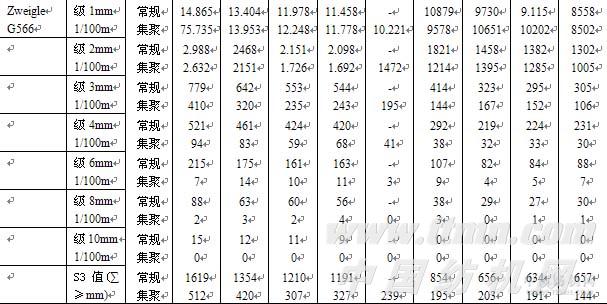
ВЩгУMinitabШэМўЖдЩДбљдкЪЕбщЪвЪдбщжаЫљЛёЕУЕФНсЙћНјааСЫЭГМЦЦРЙРЃЌВЩгУВЛЭЌЕФЗжЮіЗНЗЈЃЌВЂРћгУFжЕРДОіЖЈвЛАуЕФЛЗЖЇЩДКЭМЏОлЩДЕФЩДЯпжЪСПЪ§ОнжЎМфЪЧЗёДцдкЭГМЦЩЯЕФжиДѓВювьЁЃЪдбщЪ§ОнШчБэ2ЫљЪОЃЌFжЕСагкБэ3жаЁЃ
Бэ2 ЪдбщЪ§Он
ГЃЙц=ДЋЭГЛЗЖЇЗФЩДЛњ
МЏОл=МЏОлЗФЩДЛњ
Бэ3 FжЕМАЦфЭГМЦЩЯЕФВювь
*ЃКІС=0.05ЭГМЦЩЯгаНЯДѓВювь
гЩБэ2жаПЩвдПДЕНЃКЕБФэЯЕЪ§ІСm=95ЪБЃЌгЩгкЖЯЭЗЬЋЖрЃЌЖјЮоЗЈдкДЋЭГЛЗЖЇЗФЩДЛњЩЯЗФжЦNm60ОЋЪсЩДЃЌЖјЭЌбљЩДЯпПЩдкМЏОлЗФЩДЛњЩЯЗФжЦЁЃетвЛНсЙћБэУїПЩдкМЏОлЗФЩДЛњЩЯЗФжЦЕЭФэЯЕЪ§ЕФЩДЃЌЖјетЪЕМЪЩЯЪЧвЛИіЛёЕУИќИпВњСПЕФМЋДѓгХЕуЁЃ
ЮвУЧдкМьВщЩДЯпВЛдШТЪЃЌШчЯИНкЁЂДжНкКЭУоНсЪ§жЕЪБЗЂЯжЃЌЛЗЖЇЩДКЭМЏОлЩДжЎМфВЂУЛгаУїЯдЕФВюБ№ЃЌжЛгаЦеЪсЩДдкДжНкЗНУцВювьНЯДѓЁЃЧПСІКЭЩьГЄЩдгаВювьЃЌгШЦфЪЧдкФэЯЕЪ§НЯаЁЪБЁЃUT3УЋг№жЕБэУїЃКЦеЪсЩДКЭОЋЪсЩДОљгаУїЯдЕФВюБ№ЃЌгыЛЗЖЇЩДЯрБШЃЌЭЈГЃМЏОлЩДЕФУЋг№НЯЩйЁЃ
зюДѓЕФВювьГіЯждкZweigleУЋг№жЕЩЯЃЌЕБЪЙгУG566УЋг№ВтЪдвЧЪБЃЌПЩЛёЕУДгЩДЯпжаЩьГіЕФВЛЭЌГЄЖШЕФУЋг№Ъ§(УЋг№Ъ§ЃЏ100m)ЁЃ
Zellweger UsterУЋг№жЕБэЪОвЛИљЩДЯпЕФЫљгаБэУцНсЙЙЃЌВЩгУетвЛЗНЗЈПЩвдЗЂЯжКЭЦРЙРЫљгаУЋг№ЕФГЄЖШЃЌЕЋВЛФмзЈУХгУРДЧјЗжПЩШЁУЋг№КЭВЛПЩШЁУЋг№ЁЃСэвЛЗНУцЃЌВЩгУZweigleЗНЗЈПЩвдЖдВЛЭЌГЄЖШЕФУЋг№НјааМЦЪ§ЁЃДгЩњВњЪдбщПЩЧхГўЕиПДЕНЃКГЄЖШЮЊ3mmвдЯТЕФУЋг№ВЛЛсгАЯьКѓЕРЙЄађЁЃДЫЭтЃЌЫќУЧПЩЪЙжЏЮяОпгавЛжжЬьШЛЕФШсШэЪжИаЁЃЕЋЪЧЃЌНЯГЄЕФУЋг№змЪЧгАЯьЩДЯпжЪСПЕФЧБдквђЫиЃЌЭЌЪБвВЪЧВњЩњЦфЫћЮЪЬтЕФвЛИіЧБдквђЫиЁЃ
4 НсТл
ЖдгкЩДЯпжЪСПЖјбдЃЌМЏОлЗФЩДММЪѕЕФвЛИігХЕуЪЧИЩШХУЋг№ЗЧГЃЩйЁЃЕБШЛЃЌЩДЯпУЋг№ЕФМѕЩйЁЂЩДЯпЧПЖШКЭЩьГЄЕФдіМгЮЊЩДЯпЕФКѓЕРМгЙЄЙЄађДДдьСЫЪЎЗжгаРћЕФЬѕМўЁЃДЫЭтЃЌМЏОлЩДЮЊШЫУЧдкВЛОУЕФНЋРДЩњВњВЛЭЌЕФВњЦЗЬсЙЉСЫвЛИігавтвхЕФПЩФмадЁЃОЭЩДЯпжЪСПКЭВњСПЖјбдЃЌМЏОлЗФЩДЛњОпгавЛаЉгХЕуЃЌЕЋЭЌЪБвВгІПМТЧМЏОлЗФЩДЗНЗЈЕФвЛаЉживЊЬиЕуЃЌвдЯТетаЉЬиЕувбдкЗФЩДГЇЕФЪЕМљжаЕУЕНСЫжЄУїЃК
ЩДЯпЩЯЭЛГіЕФУЋг№ЮЊИжЫПШІЬсЙЉСЫвЛжжШѓЛЌзїгУЃЌетжжШѓЛЌзїгУПЩбгГЄИжЫПШІЕФЪЙгУЪйУќЁЃЕЋдкЗФжЦМЏОлЩДЪБЃЌгЩгкМЏОлЩДЕФУЋг№НЯЩйЃЌвђДЫЃЌетжжШѓЛЌзїгУдЖдЖУЛгавЛАуЕФЛЗЖЇЩДУїЯдЁЃетОЭЕМжТСЫИжЫПШІЕФИќЛЛНЯЮЊЦЕЗБЁЃ
ДжЩДКсЖЏПэЖШ(4mm~5mm)аЁгквЛАуЕФЛЗЖЇЗФЩДЃЌетЕМжТСЫЧЃЩьзАжУжаЩЯТоРЦЄПЧвдМАЦЄШІЕФНЯПьФЅЫ№ЁЃвђДЫЃЌашвЊИќЦЕЗБЕибаФЅЩЯТоРЦЄПЧЃЌБШШчУПШ§жСЫФИіаЧЦкбаФЅвЛДЮЁЃ
гЩгкЧЃЩьВПЮЛЕФФ§ОлЧјгаЮќЗчДцдкЃЌЪЙМЏОлЗФЩДЛњОпгаНЯДѓЕФПеЦјСїЖЏЫйЖШЁЃвђДЫЃЌжЛдкКмЖЬЪБМфФкЃЌЛњЦїЩЯУцОЭЛсУЩЩЯвЛВуЛвГОКЭЗЩЛЈЁЃЪЕМЪЩЯЃЌМЏОлЗФЩДЛњВњЩњЕФЗЩЛЈвЊБШЛЗЖЇЗФЩДЛњЩйЕУЖрЁЃЕЋЪЧЃЌдкЗФЩДГЕМфЕФЦфЫћЛњЦївВЛсВњЩњЛвГОКЭЗЩЛЈЁЃЕБШЛетжжЧщПівВЪЧВйзїЕФвЛИіИЩШХвђЫиЁЃећИіЗФЩДГЕМфЕФПеЦјбЛЗЫйЖШБиаыдіМгЃЌЛђепБиаыНЋМЏОлЗФЩДЛњЗХжУдквЛИіИєРыЕФЛђЕЅЖРЕФГЕМфЁЃ
гывЛАуЗФЩДЛњЯрБШЃЌМЏОлЗФЩДЛњЕФММЪѕКЭНсЙЙгаЫљВЛЭЌЃЌвђДЫЃЌЮЊСЫШнвзЕиНтОіЮЪЬтЃЌЭЌЪБвВЮЊСЫНЋжЪСПКЭВњСПБЃГждкзюгХЕФЫЎЦНЃЌБиаыЖдЗФЩДГЇЕФЙЄзїШЫдБНјааКмКУЕФХрбЕЁЃ
МЏОлЗФЩДЛњЕФЧхНрЙЄзївВЪЧЗЧГЃживЊЕФЃЌетЪЧвђЮЊдкЧЃЩьЯЕЭГГіПкДІгагУгкЯЫЮЌФ§ОлЕФЮќЗчЃЌШчЙћЧхНрЙЄзїзіЕУВЛКУЕФЛАЃЌНЋЛсНЕЕЭЩДЯпжЪСПЁЃ












