��1������ѧ��֯���ϼ����������ص�ʵ���ң� ��2ɽ�����ʵҵ����˾��
1��ɴ��ë����λ�������
ɴ�����ɾ��ȶȡ�����������ë�����ȷ�ӳ��ɴ�������Ӷ�Ӱ�쵽��Ʒ�ĵ��Ρ�ͨ�������Ŭ����ɴ�ߵ����ɡ���������������һ���ĸ��ƣ�Ψ��ë������һֱ���������ǣ����ܿ���ͨ����ë���Ͻ�������װ�õ�������ɴ��ë��״��������û�дӸ����Ͻ�����⡣
1.1ë��Ļ�����̬[1]
ɴ��ë��Ļ�����̬��Ϊ���ࣺ��ά��ͷ�ˣ�һ�˻����ˣ����ɴ��Ķ�ë���������ɴ���ڶ��жγ�Ȧ״����ɴ�����Ȧë������δ����ɴ���������ɴ�����ġ�����ë�𡱣�����ɴ�ߵĹ��ɲ��֣�������Ϊɴ��ë����ͼ1��ʾ��

ͼ1 ɴ��ë�����̬
1.2ɴ��ë���Σ��[2]
ɴ��ë���Σ���Ժܴ���Ҫ�����ڣ�
(1) ������֯��ر�����������֯��ʱ����ë���ʹ���ھ�ɴ����ᣬ������֯�����ڵ���Ч�߶ȣ���γ�������ѣ�γɴ�����������̨ͣ��
(2) ɴ���ϵ�ë��ֲ�����֯�����γ��µ��ᣬӰ�첼�棨������Ⱦɫ��������ۣ���ë��ɴ�ߵ�֯���������
(3) ɴ���ϵ�ë�������θ���������Ħ�������䣬�γɷɻ�����Ⱦ������Σ�����彡����Ҳ������µĴõ㣬ʹɴ��֯�������½���
(4) �������ɴ�����ë���ɴ���ڵ���ά������Ⱦɫ,����ë�����������ɴ��֯�ɵ�֯��Ⱦɫ�����ײ���ɫ��γɺᵵ�õ㣻
(5) ֯��ĺ�Ȼ���ë������Ӷ����ӣ�������ɴ�߱���ë��ָ��������ء�
��Щ���ն�����ӳ��֯���ϣ�ʹ��֯�ﲻ��࣬��·�����������ϲ���ˬ�ȡ�
1.3 ϸɴ����ë�����ķ���[3]
��1����ɴ������ʵ����״��Ӱ��
��ά����������ǰ�����ճ�ʱ�𣬾��ܵ��Ӽ����㾭��Ȧ�Ρ���ɴ�δ��������������ӵ�Ť��M�ͷ�ɴ����T�Ը���ά��������ѹ�������á�����ά������X-Zƽ���ڣ���ͼ2������O��Z���������O��XΪʼ���ߣ�A��B��Ϊ��ά�������ȣ�A��CB��Ϊ������������
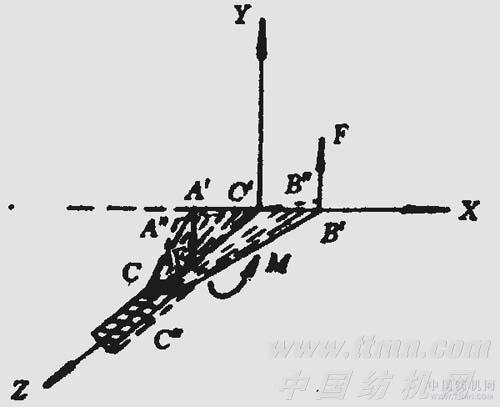
ͼ2 ������������̬ģ��ͼ
�����ɴ�����IJ�ͬ����λ�õ���ά�ܵ�������ѹ����С��ͬ����ɴ�������䷢��������ת�ƣ���ת�ƹ����б�����ɴ�����ά�ˣ���������ѹ�����������������϶�����ɴ�ı��棬��ԭ��û������ɴ������ά��һ���Ϊë����Ϊ��άǰ�����ܴ����������ȿ��ƣ���β��������ǰ����ǯ�ڵ���δ���ϴ�����ȿ��Ƶ�˲�䣬����ά�����նȵ����ö�����������ɴ���γ�ë�����Ǵ�ë����β��ë��ĸ���ԭ��
��2����������״����
������������ά����������������ʱ��ͷβ���뿪�������γ�ë���Ӱ�������У��������Ķ�����һ������Ҫ�IJ�������ͼ3��ʾ��ͨ����ͬ�����������Ƚϣ����������Ŀ���B��һ����ֵʱ������Сʱ���������ij�����Ӧ������ά����һ��ʱ��������Խ����ɴ��ͨ��������������ʱ��Խ������ά�˾���ɴ���ڲ��Ļ��ʾ�Խ��
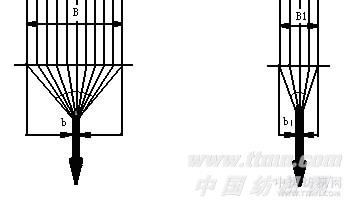
ͼ3 ��ͳ�������������ͼ��ۼ������������ң�ģ��ͼ
2�����м��۷�ɴ����ԭ������[4]
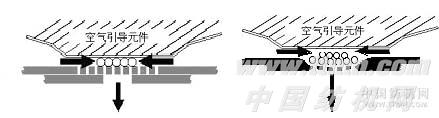
���еļ��۷�ɴ�������ӷ�ɴװ�õĽṹ��̬��˵�и��Ե��ص㣬��������ԭ�����������ϵ�У����Լ��ۺ����Լ��ۣ�ͼ4��ʾ����
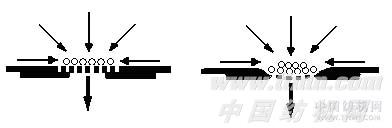
ͼ4 ���Լ��ۺ����Լ���ģ��ͼ
��Щ�ں��۹����в���ƫת����ԭ������Щ��������ú���������۷�����ͼ5��ʾ������Щ���۶�ɴ�ߵĽṹ��ɴ�ߵ�������е���ܻ����һ����Ӱ�졣
ͼ5 ƫת���ۣ��ͽ������ۣ��ң�ԭ��ͼ
ʵ�ʹ����У�Ϊʵ����������ά�����ļ��ۣ�һ�㽫�����οռ�����������ʽ�ÿ�������Ԫ��ѹ��Ϊƽ�棨������Ч����ǰ������������ʵ�����뻯������ѹ�������ۣ���ͼ6��ʾ�����ﵽ�Ż�����ʹ��Ч�ʵ�Ŀ�ġ�
ͼ6 ����������Ԫ���ĸ��ԣ������ԣ��ң�����ԭ��ͼ
3�������۾��ͼ��۷�ɴ�������û�������
ͨ�������еļ��۷�ɴԭ������װ�õķ������������Ͽ��Եó������Լ���Ч����������̬���ۺ����������������ã���Ч��Ҫ���ڸ��Լ��ۡ���Ը�ԭ������������������۾��ͼ��۷�ɴװ�ã������ۺ�ʵ���Ϸ���������ԭ����Ч����
3.1 �����ۼ��۷�ɴԭ�����[5]
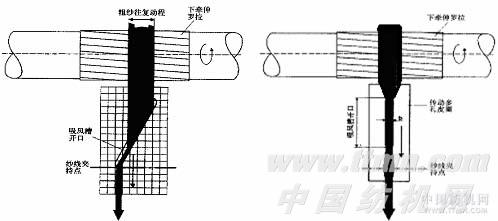
���еļ��۷�ɴ�����Ĺ���·���ǣ�ǣ���������������ۡ�����ϵͳ�ճ֡������������۾۷�ɴ�����Ĺ���·���ǣ�ǣ��������������+���������ۡ��������ù���ʹ����ά�������������۾ۺ�ֱ�ӽ�������Σ��������ۡ��͡�������ͬʱ���С��ü������������м��۷�ɴ������ʵ�еļ��ۺ��ٽ����ճֵ�ȱ�ݣ�ʹ�ü���Ч���ﵽ����״̬�������۾ۼ��۷�ɴģ��װ����ͼ7��ʾ��

ͼ7 �����۾ۼ��۷�ɴģ��װ��ͼ
3.2 �����۾۷�ɴ���۳ߴ����
�����̬����ԭ�����Լ��۹��۹�����ƾ�����ɴ�����ܷ�ﵽ�������š����۹��ۿ��ڹ����»���������Ӱ����ά�۵�˳��ת�ƣ����ۿ��ڹ�С������ϸɴ���ᶯ���������ã���Ե��ά�������뼯�۹��ۣ�Ӱ��������ά�����ļ���Ч�������۹��ۿ�����ȹ�dz��ͬ�������»���������Ӱ����ά�۵�˳��ת�ƣ����۹��ۿ�����ȹ�������ڼ��۹��������ٶ����乵�۵ײ����ٶȵIJ����ʹ��ά���������ṹ���塣����ԭ����ͼ8��ʾ��
��������������۲۾��������۲۵Ŀ��ȼ���ȶԼ������õ�Ӱ�졣
ʵ������ëɴ��Ʒ��֧��Ϊ60s����Ӧë��ά��ֱ��Ϊd=24m������ɴ�������Ľ������Ϊn=80��,��ά�ܶȶ�Ϊ0.78g/cm3����ά��Ŀ�϶��k=10%[6]���������Բ��������������Ϊ��S����=(1+k)nd2��

ͼ8 �����۾۷�ɴװ�ýṹ���ٶ��ݶ�ģ��ͼ

ͼ9 ��ͬ��Ȳ�ͬ���ȵļ��۹��۶���ά������Ӱ��
���۹��۵ĵײ���̬����Ϊ�����Σ���ͼ9��ʾ��������������Բ�ν�����ͬ����������۵�ʱ�����Ϊh����ʱ�������Ľ��̶ܳȾ��뼯�۲۱ڵ���б���йأ����ݼ��ι�ϵ��������������ڼ��۲۵ײ��ֲ������Ϊ��
S����=h2tg (1)
Ϊ��ȷ������Ч�����ã��������������±����ٶȲ�(��V=Vf-VS)����
(2)
���� ��RΪ�۾������İ뾶������
h<5%R (3)
��������ά���ڼ��۲���δ��ǣ�����ã��������������ֲ��䣬��
SԲ=S���ǣ�����SԲ��(1+k)nd2��S����=h2tg������
(4)
��ɴ�߿�϶��k=10%��n=80��d=24m��R��12.5mm����ʽ��4�����ó���
>22.10
�ɴ˿��Կ��������۲۵ijߴ����άϸ�ȡ���ɴ������Ӱ��ɴ�߿�϶�ʵ����ȡ����۹�ֱ����һϵ�в���������ء�
3.3 �����۾۷��е���������
��ʵ�ʵļ��������У�ɴ�������������˶������������ش��������ת������ˣ�Ӱ�����ش��ݵ������У�ɴ����Ťת�նȡ�ɴ���ij��ȡ�������������ɴ���������ݹ������ܵ���Ħ�������ȡ�
3.3.1���ٶ��ݶȷ������ݵ�Ӱ��
����������������ǰ������Ħ������һ������������ٶ�Vf��ת����ǰ����ǯ���������ά��ͬ�����ٶ�Vf���뼯������������ά�����ٶ�Vf���뼯�۲ۺ����ٶȽ�ΪVS��ͬʱ��ά���ܵ��˵�ѹ�����ͼ��۲۱��ײ�Ħ���������ã�ʹ�˶���ά�������������������ȼ��٣��ܴ�̶����谭�����ȵĴ��ݡ�
3.3.2 ����ѧ(������������)���۷������ݵ�Ӱ��
(1) �ɼ������̻�������[7]��֪���������������ɴ������T1��T2��Ӧ�������й�ϵ��
��T=T2- T1= (5)
���У�M�������أ�r�������뾶��G��������Ťת�նȣ���ȡ������ά���ʡ���ά��Ľ��ܶ��Լ����������ȣ�J�����������ת�����Ծأ�����������״���ߴ��йأ�һ����������ɽ���ΪԲ�Ρ�
������[8]Ϊ��ֹ�������������ĺ����أ������ʽΪ��
M����F�ϡ�r
����(dP��dF��-dFĦsin��) ��r
��(P+F��-FĦsin��) ��r (6)
���У�P���������ܵķ�ɴ������FĦ���������ܵ�Ħ��������F�����������ܵ����������� ��F����P�����ͶӰ�ǡ�
���ԣ�
��T=(P+F����FĦsin��)/GJ (7)
ʽ(7)�У�����ά����ͷ�ɴ֧��ȷ���������£�ֻ��F�������ż������Ĵ�С�仯�������������Ÿ�ѹ������������������Ҳ����
(2) ��ij������άΪ�����о������������ڱ仯�����������
������ά�۲����Ļ�۵���Ϊ��P����+ F�� (8)
�谭��ά�۲����Ļ�۵���Ϊ��F0 + F2��F1 ��F0 + F2
����:F0����άij���뼯�۲ۼ��Ħ��������F1����ά����Χ��ά��Ħ��������F2 ����άij������άĦ����������P��������ɴ�����ڼ��۷����ϵķ�����F����������������
��ά���������������˶�ʱ�����������ڲ�����άֻ����ά���Ħ���������ã����ڱ߽����ά���ܵ���ά���Ħ�����������ܵ���ά�뼯�۲�֮���Ħ���������ã���������������
a��












