���˿ϵ����֯�����о��������¹���
ժҪ��������Ҫ�����˾��Ṥ������Ṥ��Լ��۷�ɴ�����ͼӹ�Ч��Ӱ��IJ��Խ����
�ؼ��ʣ����۷�ɴ������������
l ���۷�ɴ����������
ͨ���������������������۷�ɴ����������һЩ���˸���Ȥ�ļ���Ч��������ȥ���˼��������������ɴ�����еı������ڣ����ǿ��Դ���߷�ɴ�ȶ�������ȡ���������ڷ�ɴ������������������ά����ģ��Ӷ�������ɴ�ߵIJ����ʣ����ɴ��Ҫ���ܱ���ֲڵĸ����˿Ȧ���ã��Ӷ�������Ȧ�κ;��ƶε���ά�ɻ���
ɴ�߽ṹ�ı仯Ҳ������ɴ�ߵ����ܣ�ǿ����ߡ�ë������Լ���ĥ����ǿ���ϸߵ��г��۸��Ǹò�Ʒ�����г���Ψһ�ϰ�������ɴ�������̺����β�Ʒ������������ϣ���ڱ���ɴ������Ʒ�ʵ�ǰ���¶������ܵؽ��ͳɱ�������Ͷ�ʷ��á��豸ά�������Լ��ܺķ��õ���ߣ�һ����˵���۷�ɴ�ɱ��Ķ�������DZز����ٵģ���Ȼ��Щ���ǿ������������������е��Բ����ġ�
�������ں��������Ʋ�Ʒ���ܣ��ɱ���Ϊ��Ҫ�������صĻ��������ӵ�Ͷ�ʽ����ѻ�����ɴ�������̵�Ͷ��������Լ�С����ˣ�Ҫ������۷�ɴ�ļ����Ƕ�������������߾���ֵ��
2 ����Ч����ߵ�����
�ڷ�ɴ�ɱ��У�ԭ�ϼ۸�ռ���ܴ�һ���֣��������Լ����50�������ԭ�Ϸ����ܽ�ʡ10�������൱���Ͷ����ɱ��½���20��~30��������һ�Ƕ��Ͽ�����������Ľϴ�ɴ֧�ľ���ɴ�ߣ�ͨ��ȡ�����Ṥ�������̼ӹ�����ɻ�þ��ʵ��Ч�档���̼ӹ�����ͽ���ԭ�ϳɱ�����������������һ�µġ��������ȵĽ��͵���ֱ�����ɴ������Ч�����ǵ����ֿ��еķ�����
��Щ���Ʒ�֯������Ч����ۺϴ�ʩ�����ڼ��۷�Ͷ������˵�����˵ġ����⣬����������������ͳ����������������������ĵ���ɴ��
�ۺ�ʵ��������÷�ɴ���̴�������Ч����
�����ü��۷ģ��Լ��پ���������������ԭ�ϳɱ���
��ͨ��ϸ�µ�������ȥ��������̹���
���Խ���ɴ���������������Ч�ʡ�
Ϊ��Ū��ԭ�����Ժ�ɴ�������临�ӵ����ϵ�������ԭ��������ר���о�����17/16��11/2Ӣ�����ɫ��Pima����ά�ijɸ�������ϸ֧ɴ������11/16Ӣ���է������ά�ij���֧������ɴ��������ɴ��Ϊ��ʹ���Ǿ��пɱ��ԣ���Щԭ�϶�����������;��ᣬ���������ʷֱ�Ϊ10����15����20����Ȼ����Էij�50Nm��70 Nm��ɴ�ߡ��������ڱ�״̬�½��еģ����ҷdz���͡�����ζ�Ų�����50kg��h�½���20kg/h�������ٶȴ�480rpm����400rpm���ڵ�һ��ʵ��ʱ������ά�ֲ��䡣Ϊ��ģ����ʵ�Ķ̹���ӹ����ڵڶ���ʵ��ʱ������������ߣ������IJ�������Щʵ�顣
3 �����Զ���ά������Ӱ��
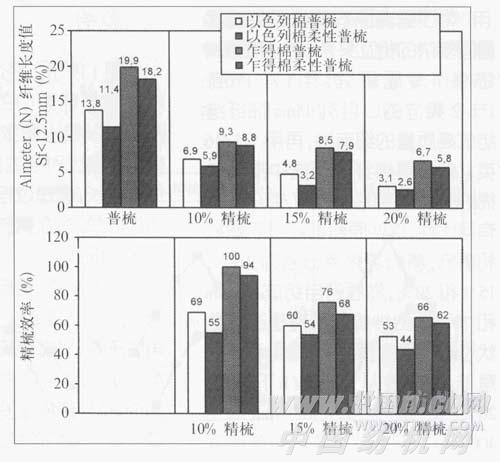
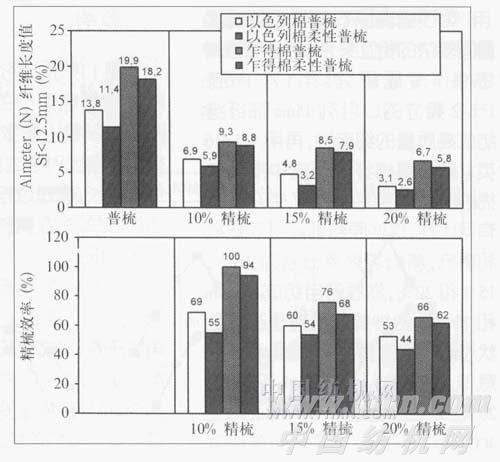
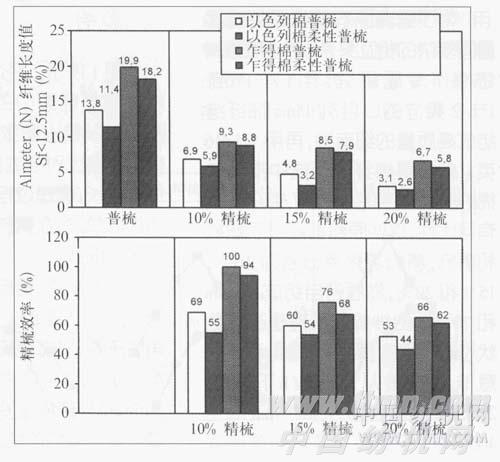
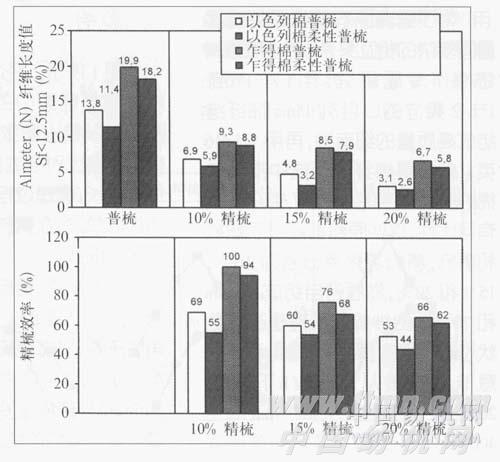
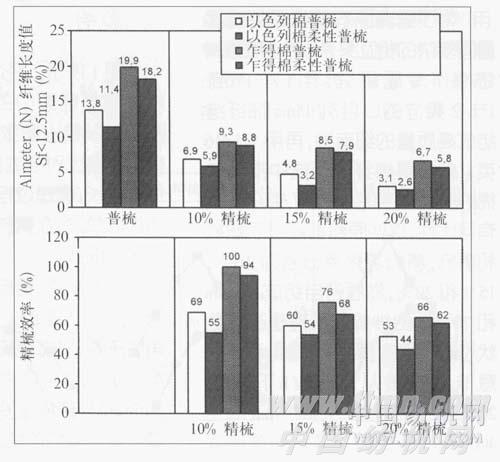
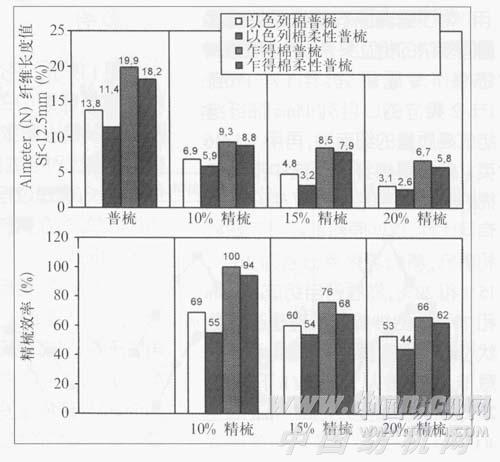
ͼ1 Aleter ��ά���ղ�������ͬ���յõ��Ĵ�ɴ�����ᣬ���ᣩ
ͼ1��ʾ����������;��Ṥ�����ٴ�ɴ�еĶ���ά���������п��Կ���ϸ�µ������Գ�����Ӱ��ȶ�ϸ����Ӱ�������άԽ��������������Խ�����ܵ����ˡ���֮���ھ��ỷ������������ʮ��ϸ�¡�
һ����˵��������̶Զ���ά�����нϴ�Ӱ�졣Ȼ���Ӿ��õĽǶ����������Ǿ��������ʺͶ���ά���������Ƿdz���Ҫ�ġ����仰˵������Ч����Ҫȡ���ڶ���ά�������;�������֮��ı�ֵ����������֪���������Ч�ʺ���߲�Ʒ������ɴ��������͵ľ��������ʣ���������ᣬ����һ��Ϊ10��������á�
�������Ƕȿ���������������Ϊ20��ʱ���кܶ�õij�����Ҳ�����άһ��������ˡ�����Ҫ�����Ƿ�������ɴ����������ߺ��ܷ��г����Ͽ�������һ����ȷ�ľ����������Piam��ʵ��������է������Ƚϣ��ᷢ����άԽ���������ά�������Ч��ҲԽ�͡���Ч�ʵĽǶ���˵��������������ά����Խ��������������ԽҪ��ϸ���á�
����ͨ�������ά��ɴ���е�ʵ���������������һ����ɴ�����Ի����ĺ�ת����Ϊ����������ά����ǿ����Ӱ�죬������ʺϵķ�ɴ�������ʹ��ǿ�ȵ���ά��ýϸߵ���ά�����ʣ�������Ϊɴ��ǿ��Ҳ����ͬ�ı�����ʽ�������ĵ�ɴ��һ�����DZ�ת����ɴ�߾��нϸߵ�ǿ���������������нϸߵ���ά�����ʡ�
ͼ2 ��ά�����е�ʵ�������ʣ���ɴ�����Լ����������ʵĹ�ϵ
ͼ2������ر�����ϸ���������洦�Գ�������ά���ʵ�֧����ɴ�ߣ�����Pima�ޣ�70Nm���ȶ�ϸ�������ԡ�Ҳ����˵����ɴ�߽�������ά����Խ�٣�ɴ��Խϸ������ά���ȷֲ���ɴ��ǿ����ԭ�������ʵ�Ӱ���Խ���۷ĵ��ŵ�Ҳ�����ڴˡ��ڼ��۷��У���߾����������Խ��Ͷ���ά��������ɴ��ǿ�������С�����������άԭ�ϵ������ʡ����۷ĵ��ŵ���ʹ��ϸ����ʱ���ֵø������ԡ���һ���棬���ǻ�����ʶ������������Ч����ѡ�ýϳ���ά�������ά�����ʡ���է����ʱ������������������������Բ����С�ˡ��ͼ��۷Ķ��ԣ��������ά�����ʣ�����ά�����IJ����ɴ��ǿ��Ӱ���С�����ü��۷ĵĽ�����������ڶ���άҲ��ɴ�����Ľ��ܼ��ϣ����Զ�ɴ�ߵ�ʵ��������Ҳ�й��ס���ˣ����۷ĶԾ��������ʵ����ӳ̶�Ӧ�봫ͳ�IJ�ͬ��
����ɴ��֧����ԭ����𣬿��ǵ����������ԶȺ;��������ʣ����۷������ڲ�ͬ��ɴ֧�������г����£����۷Ķ���άԭ�������ʵĸ�����ʮ�����Եģ������ǶԳ��Ƚ϶̵���ά�����۷�һ�㶼�����ԭ�������ʣ�ֱ�����ղ�Ʒ����ɴ�߲����ʲ���õ���ĸ��ơ�
4 ������ɴ�߲����ʺ��Ậ����Ӱ��
����ɴ�߲����ʣ����۷�ɴ��ͬ����ѭһ���ɴ�߲������ۣ����ܵ���ά���Ⱥ���ά֧����Ӱ�죨ͼ3����������ɴ�ߺ;���ɴ����Ƚϣ���ɴ�߾��ȶȷ��澫��ɴ�ߵ��ŵ����Զ����ģ�������߾���������Ҳ�Եò��Ǻ���Ҫ�ˡ�һ����˵�����������ɻ�����õ�ɴ�߾��ȶȡ����۷ĵIJ����ʴ�ͳ��ѧ�������Ǻ������������ϸ�µ������ɴ�߾��ȶ����ž��������á�Ȼ�������������ʴ�10����ߵ�20��ʱ��ͳ������ɴ�ߵ������ܷ���ߣ����������Ҫ���ǡ��ڼ��۷��У�����10���ľ��������ʺ������������ܵõ���ͬ��ɴ����������ʹ�ڷ�ɴ�еijɱ���ͬ�����۷Ļ����кܸ߾���Ч��ģ���Ϊɴ�ߵĽṹ�����ܸ������������ܴ���洦��
ͼ3 ����ͨ���������������Լ���ͬ�����ʾ����´�ͳ�ͼ��۷�ɴ�ߵIJ�����
ͼ4 ����ͨ���������������Լ���ͬ�����ʾ���ʱ��ͳ�ͼ��۷�ɴ�ߵ���
������˵��������������Ҫ�Ժͻ������ڼ��۷���Ҳ�ǿ��Եõ����֡��������͵�ɴ�߽ṹ��ʹ��ɴ���ڸ��죯��˿Ȧ����ĸ�����ά���ٴӶ�������ļ��٣�ͼ4����ɴ��֧��Խ�ߣ�Ч��Խ���ԡ�����Ч���Dz�����ͳ����ͨ����������õġ�����������һ���ŵ����ܹ�ȥ��������ʡ�
5 ��ë���Ӱ��
ɴ�߽ṹҲ����ɴ��ë��ʮ�������ر�����1mm��2min���ȵ�ë������״����鷳�ij���3mm��ë�����������֣����ǻ�Ӱ�����ղ�Ʒ���ָк�����������ë���Ժ����������鷳�����γɷɻ������O�۷ĵ��ŵ�dz����ԣ�����ӹ��鷳��S��3��ë�������½�����ͳɴ�ߵ�15%��20����ͼ5����
ͼ5 ����ͨ���������������Լ���ͬ�����ʾ���ʱ��ͳ�ͼ��۷�ɴ�ߵ�ZweigleS3ë��
���ü��۷Ľ���ɴ��ë�𣬱�����ɴ��ǿ����������Ҫ���壬��Ҫ�Ǹ���ɴ�߿ɼӹ��Զ���߲�Ʒ�ľ����ԣ���������֯���С�
6 �������ȵ��ŵ�
Ϊ����߷�ɴ����Ч�ʣ����۷ı�һ���ɴ�����ȼ���Լ10����ϸ����ɴ�ߵ������������ߣ�ͼ6��ǿ�������ȵĹ�ϵ���������ǿ���ڼ��۷��б��ڴ�ͳ��ɴ�г��ֵ��硣���۷ıȴ�ͳ��ɴ�ܸ���Ч���������ȡ���ͬԭ�ϵ�����ɴ�ߺ;���������Ϊ13���ľ���ɴ������ܸ���ﵽ���ǿ������������IJ�ͬ���ڲ��ü��۷����ǿ�������ڹ�����ϵ��Ϊ20ʱ�ﵽ��������ڼ��۷��л�����ǿ��ʱ��ȷ�������Ƚ�С��������۶�����������Ǻ���Ҫ�ģ�����ŵ��ڽ������Ĺ��߹�������Ϊ���ԡ�
ͼ6 �ڲ�ͬ�����������´�ͳ�ͼ��۷�ɴ�ߵ�������������
7 ����
ʵ��������������ͨ����������;��������;��������Խ�ʡԭ�ϡ����Լ��DZ��ȡ����ɴ��֧����ԭ�������Լ�ɴ�������̵�רҵ֪ʶ��������ͨ��������������������ʣ�������Щ��ʩ�����ں��������档












