ժҪ��Autoconer338��Ӧ��������ۼ�ɴ����Ͳ�����������Ҫ��ϸɴ����Ͳ���������ȫ���Ż����г����ݱ�����һ�����ܺܺõ������ִ�������ɴ����Ҫ��
�ؼ��ʣ���ɴ���ۼ�ɴ����װ
1 �ۼ�ɴ�봫ͳɴ�ıȽ�
�봫ͳ�Ļ�����ɴ����ȣ��ۼ�ɴ������ά��ȡ��ȸ��߶�ӵ��һЩ��ͬ�����ܣ����磬ë����٣������ǶԽϳ��������ҵ���ά�����Ϻã���άǿ�������ʸ��ߣ���ɴ�ߵ�λϸ�ȵĶ���ǿ��(cN��tex)���ߣ�ɴ�������ȷֲ������ȣ�ɴ������ά�Ļ�������������ɴ�ߵ���ĥ������ߵȡ�
������Ϊ���������Ż�������µ�Ҫ���磬�������转�ϵ����������ͷɻ��ͷ۳��ij����ȡ�������ǿ����Ҫ����Ӧ������ߡ����ھ��ȶȷ��棬�����������ղ�Ʒ�������������˼���Ҫ��
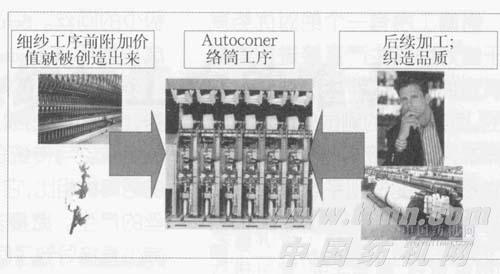
����ζ�ŶԾۼ�ɴ�ļӹ������һЩ�µġ���ͬ��Ҫ��������ϸɴ����֮�����Ͳ�����Ϊ��Ҫ����Ϊ����������֮������Ž�����ϵ����Ͳ��ʱ����֮Ϊ��ɴ����ġ���������������Ϊ��ʹ�����·�ɴ���յ�DZ�ܵõ���ַ��ӣ����ȱ��������Ͳ�����Ż����е�ijЩ������Autoconer�Զ���Ͳ�������������ڽ���Ͳ������Ϊ���ϵķ�֯�ӹ�������ɴ����Ͳ�����е�һ����ͬʱҲ���ǵ��˺����ӹ���Ҫ��ͼ1)������Ͳ���ֵ�Ҫ����Ҫ�����µļ�����������ߣ�
����Ͳ�����������������ǿ����ɴ�������;�װ���Σ�
�����ϵķ�ɴ����Ͳ���������ͼ��ٻ�˿
ͼ1 ��֯�ӹ����IJ�ͬҪ��
2 Autoconer 338���Ӿۼ�ɴ
��ۺ�ǿ��������ʱ������Ҫ�IJ������ɾۼ�ɴ֯�ɵĸ�������Ʒ��������Ӿ�����Ҫ�ߡ�����ɴ�߽�ϸ�����ȣ����뾫�Ƶ�֯��ṹ�����һ��ʱ���Ӿ��ϵIJ������Ծͱ��ֵø�Ϊͻ��������ǿ���ǽ�һ���ӹ��е�һ�������Բ�����
���ӹ��̱������Ա��ֳ�ɴ��ĩ�˵��ɽ������������̡����õ��ɽ���ȷ������������ǿ����������ɴ����һ�µ�ǰ���������ۼ�ɴ�����ȵľ��ȷֲ����������ڶ�Ƭ�γ����ϵľ��ȷֲ����dz��������ɽ���̡�Ȼ�������ɽ��ɴ������������һ��
����ɴ�ߵIJ�ͬƷ�ʣ������������ղ�����������Ӧ��������l�Դ�ͳ���ỷ��ɴ�;ۼ�ɴ������Ч�������˱Ƚ�(��������)��
��1 ����Ч���ĶԱ�

ʹ�ñ�������ʱ���ۼ�ɴ�����ǿ���ٷֱ�(���ᵥλϸ�ȶ���ǿ����ɴ�ߵ�λϸ�ȶ���ǿ��)Ҫ�ȴ�ͳ��ɴ�߸���һЩ��������Ϊ����ɴ������ά��ǿ�������ʸ��ߡ�ɴ��ǿ���ߵ�Ե�ʡ����ǣ����ߵľ�������ǿ����һ�µġ���ˣ���Ȼ��������ǰһ������ƺ����ӹ�������������ɴ��Ʒ�ʵIJ�ͬ���ۼ�ɴ���ղ�Ʒ�������õ��˸��ơ�
Ϊ�˽����ָ�����ɴ���еĽ�Լ�ɱ����Ż������ӹ���DZ�ܿ������������������и���ľ���ǿ���ͻ������ٵijɱ���ͨ��ʹ�������������ͬ������ʽ���������Դﵽ����Ч�������ֶԳ�Ʒ���IJ��Խ��������Autoconer������Ӿ������ʮ����������ģ���ʹ�Ƕ����ɾۼ�ɴ֯�ɵĽϾ�ϸ�IJ�����Ͳ������Ӧ��Ϊ�����ӹ��е�һ���ӡ��ƶ����ղ���ʱ��Ҫ���ݹ˿ͶԺ���ӹ������Ҫ����˿�ͬ��������ɴ�ߵķ�Χ�������ۣ�Ȼ��һ��ȷ�����������IJ�����
�������ʣ��ۼ��ĵķ�չ���ڼ�������һ���ķ�չ���ɴ�����Ķ�֯���Ҫ������������ߵ�Ҫ����ˣ����Ӽ����ķ�չҲ����ֹͣ��Ҫ��Ϊһ����Ҫ����õ�������չ������б�Ҫ�Ļ������Ӽ���Ҳ��õ���һ�����¡�
3 ɴ��Ʒ�ʺ;�װ����
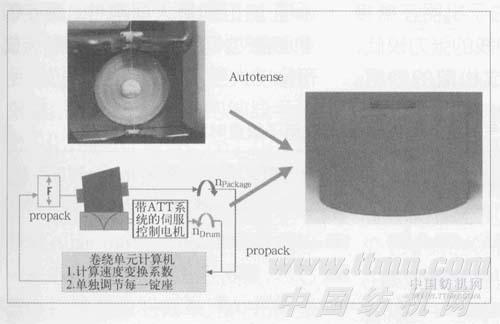
�ۼ�ɴ��ࡢ��һ��ɴ�߽ṹ����Ͳ����������µ�Ҫ��ͨ��Autoconer 338���Ż������ܴﵽ�����Ч�������ڻ���������֮��ļ��ٽ�ɴ�ߵ������ϵͣ�����Ͳ�������γ���ɢ��ɴ�㡣�ټ��Ͼۼ�ɴ����Ϲ�࣬�����ں����ӹ�����Щ��ɢ��ɴ������������������ҡ�Autoconer 338�Զ���Ͳ���ϵ�������ϵͳ�ܹ���ֹɴ���ڼ��ٹ����в������ҡ�Autotenseɴ����������ϵͳͨ���ڼ��ٽ�������������ѹ�����ֲ����ֵ;������������͵��ӷ���װ��Propack��Ϊ������мܽӴ�ѹ��������ֹɴ�ߵĻ��ƣ�ʹ����Ͳ���ϸ��õض�λ�������Ϳ����γ������ľ���ɴ�㣬���Ҳ�������ë�𡣵��ǣ�����ֻ�ڼ��ٽ���������װ����ȷ��ɴ��������ƣ�Autotenseɴ����������ϵͳ����������װ�����б���ɴ�������ĺ㶨���Ӵ�ɴ�ܵ�Сɴ�ܣ����һ��ɴ����һ��ɴ��ɴ���������Ǿ���ġ�
Autotenseϵͳ�Ĺ����������£�ɴ��������������ɴ����������������ֱ�Ӳ���������ֵͨ��һ���պϿ��ƻ����ݵ������������ҿ��Ը���Ҫ���������ѹ���Ĵ�С���е��ڡ���ˣ���������Ͳ�ӹ��ж��ܽ�ɴ������������һ���㶨��ֵ����ʹ�Ƕ��ڸ�֧�������ɴ�ߣ��������ľ�ϸ����Ҳ�ܱ�֤�ӹ������ɿ��ԡ��㶨��ɴ�����������γɾ��ȵľ�װ���Ρ�
Propack���ӷ���װ�ÿ��Խ�һ���Ż���װ���Σ�ͨ�����ڽӴ�ѹ�����������ص���ɴ�ߵġ�������ơ����ԡ���Ͳ��Ԫ������ͨ��ֱ�Ӳ������������ϵļ�¼��Ͳ�ӺͲ�Ͳ���ٶȡ��ڼ��������ص���֮ǰ��Ҳ����˵����Ͳ���װͲ�ӵ��ٱȴﵽһ���ٽ�ֵʱ������ͨ�������м�ѹ����ʹͲ������ڲ�Ͳ����һ�����ӻ��ơ���������������һ�ٽ��ٱȶ��ڵ��ڡ��ص��ٱȡ�������°�ȫ���ơ���Ͳ�ٱ����ص�������֮ǰ������������ı䲢ʹ�䱣����һ���㶨��ֵ���Դ�ֵ���о��Ʋ�������ص���ֱ����ȫ��ͨ���ص�����ͼ2˵���˲�ͬ�ķ���ϵͳ�Ĺ�����ʽ�����ص�����Propack��װͲ��(������װ)�ܴﵽ��߱���

ͼ2 ��ͬ�ĵ�ϵͳ�ıȽ�
��2 ������֯������Propack��װͲ��֯��ʱɴ�ߵIJ��Խ��
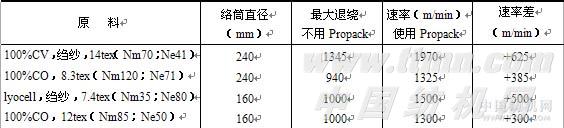
��2��ʾ���ø�֧ɴ������֯���Ͻ��иߵ���Ʒ֯��ʱ�IJ��Խ������������Ͳʱ��Щɴ�ߵ�ɴ��֮��û�γɻ��ҵ��ص�����������֯��ʱ�����б�����Σ�գ��Ӷ�ʹ�����ʵõ����������ӡ�
�����Ⱦɫʱʹ�õ������־����Ż��˵ľ�װ���������װ����ʮ�־��ȣ����Կ���ʡȥ��������֯��ǰ�ĵ�Ͳ����ͼ3����ÿʡȥһ������Ϳ��Լ���ɴ�������ܵ�Ӧ����Ҳ���Բ�������ľ���Ч�档Ϊ��ʹ�ۼ�ɴ��ɴ��ë����С�������������ղ�Ʒ��Ҳ������һ���ƣ���ô��Ӧ��Ŭ��ʹ�����ӹ����ھ��������̡�������ϵͳAutotense��Propack�IJ���ͳһ����Ϣ�������н������ã�Ȼ���ṩ�����е���Ͳ��Ԫ���мܽӴ�ѹ����ɴ�������Զ�ֵ���롣��������������һ������Ҫ����ȷ��ÿһ��Ͳ��Ԫ��������ͬ��ֵ�������γ�ͳһ���ȵľ�װ��
ͼ3���Ż��˵�Ⱦɫ��װ��Autotense��Propack����1�����ʽ���������2�ֱ�����м�ѹ��
���ǣ���Ͳ�ӹ��Ľ����������ֻҪ���о�һ�ľ�װ���Σ�ҲҪ��֤ɴ�ߵ����������������г����иߵȼ�����ɴ���ɹ�ʹ�ã����Կ���ͨ����ɴ�����������Լ�����ɴ���ݵ����������Ϣ����������ɴ����������ȫ���ء�Loepfe��ɴ��������ɴ�ߵı�������(sfl)��Ҳ�ܺ�ȷ��̽�ɴ�оۼ������IJ�λ�������о�����Schlafhorst��ͬ��ɵġ���Ϣ����������ʽ��Ļ�ϵ�ͼ������ʹ����Ա�ܸ��������趨��ɴ��Χ����������Ͳ��������˼�غ��Ż�������ͨ��ʹ��ɴ��ʶ��ϵͳ������Э��ϸɴ����Ͳ�ӹ����̣�ʵ��ϸ������Ŀ�ꡣ
4 ɴ��ʶ��ϵͳ�������
Autoconer 338�Զ���Ͳ��֮�����ܱ�֤�ۼ�ɴ��Ʒ�ʣ���������ӵ��һ����Ҫ��ɴ��ʶ��ϵͳ��ͨ����ÿһɴ����ɴ���ݵļ�⣬ϸ����ϵͳ���Զ�ϸɴ������Ͳ�������е�ɴ�ܺ�ÿһ������������������ء�ʵ����һ�����Ļ���������Ͳ���Ͼ��г�ΪCaddy��װ�ã������оƬ�ܴ�����������ݡ�֮����Ҫ����ɴ��ʶ������Ϊ��ʵ�ʷ�ɴ�����У�����ɴ�ߴ�����ͷ�뻵ɴ������ֻ�������ļ������ӡ���Щ����������ɴ������ͨ��ɴ��ʶ��ϵͳȷ�ؼ�������
��������Ͳ��֮ǰ��Caddyװ���Ƚ���ɴ��ϸɴ�������ݴ���������Ȼ����Ͳ��λ����Щ�����ж�ȡ������������ͨ����ɴ������Ͳ��λ�ϼ�¼��ɴ�ܵ��������ݿ����ٵ���Ӧ��ϸɴ�����ӡ�����ӹ�ɴ����������ɴ�ߵ�������������ǰ���趨��ֵ(��ɴ֧���쳣��ά��)����ô�����ɴ�ܾͻ��Զ��ش���������Ͳ�ӹ���ȥ����ͬʱָʾ������Ա��ϸɴ������һ������������ɴ�߲��ϱ������ֶ��ص�ʶ���ܱ��ڲ�����Ա�ɹ����������õ�����Ӷ��Ż�ϸɴ�������ڹ�ɴ���Զ���ȥ������˲��������Ͳ��������ͣ�١�
������ɴ�������в����˼���������Ϊһ������װ�ã����ɴ�����������ҪӰ�죬�������Ϊɴ�õĿ�������֮һ����ˣ���ɴ��ʶ��ϵͳ�����оۼ���ɴ������ؾ;����˸���������塣�������IJ�Ʒ�Դ��и��ߵ�Ҫ��
��Ͳ������һ���������ƾ������ܶ�ɴ������ֱ�ӽ�����Ч��������ء����ּ������ȫ���ߵģ���ʵ���ҵIJ���ֻ�ܰ������������������õ������ȡ��ֱ����ϵ��ɴ��ʶ��ϵͳ������ɴ�õij�������˶����IJⶨ�����ҿ��Զ�����ж���������һ������Ҫ֮�����ڲ�����������������½���ԭ����ͨ����ɴ����¼�������е�Ӱ�����ݣ�������Ϣ�������ж���Щ���ݽ����˷�������ʹ��������������Χ֮�ڣ�������Ϊ�õ㡣�������Ϳ��Զ�ϸɴ���������������и��ټ�ء����Ծ��緢��������ֵ��ƫ���ʱ������Ӧ�Ĵ�����
Ϊ�˼�س��ڵ��������ƺ��Ż�Ч��������ʹ��Conerpilotװ�ã���װ�ô���ɴ��ʶ��ģ�顣��ÿ̨��Ͳ����Ϣ����������������Ȼ���ٻ�ȡ��������Ҫ���ݣ����������������ļ�ء����ݽ���ͼ��������֮��ʹ���Ż��������Ӽ�












