ժҪ�������˽��ܷ�ɴ�����Ļ��������ܷ�ɴ�ڳ�ɴ����������Ч�桢���ƻ�����֯���������Խ�ԣ��������ɭ�����������������ҹ�˾���ܷ�ɴװ�õĽṹ���˽��ܣ���������װ�õĽṹ�ص����˶Աȷ�����
�ؼ��ʣ����ܷ�ɴ��ԭ����������ë�����ɣ�ǿ������ɴ������
0 ǰ��
2002�걱�����ʷĻ�չ�ϣ����ܷ�ɴ��һ�����㣬�����������չ����̨������ͼƬ�����ܷ�ɴ�ǻ���ϸɴ�����ش���ºʹ��죬�ܵ��г��㷺��ӭ����չ��ͷ���͡��ݱ�������ŷ���������ڽ��ý��ܻ���ϸɴ��ȫ��ȡ�����д�ͳ����ϸɴ�����ҹ���2001����ɽ�����½���ʡ���С��������������������ڰ��ա����յ�ʡҲ���мƻ����ҹ���γ�Ļ����Ϻ����Ļ������տ�����е���ȶ��ڻ������ƣ���ͼ��FAϵ��ϸɴ�����и��죬�Խ��ͳɱ�����������ܷ�ɴ�������ƹ㡣
1 ���ܷ�ɴ�����Ļ���
���ܷ�ɴ���������ú�Ŀ���Ǽ�С��������ɴ��������ʹë����٣�ǿ����ߣ��ṹ���ܣ�ɴ��⻬�����ܷ�ɴ���ÿ�������ԭ�������ø�ѹ����������ά����ʵ������������ܣ�
��1���ڷ�ɴ������λ�ã�ʹǣ������ɢ��ά����������ѹ���۹ܱ���ʱ��ͨ��һ�鼯��Ԫ������������ʹ��άβ�˽�����ɴ���ϣ�����ʹ��ά���ܱ�����һ�𣬴����ٸ�����¶��ά����ë�𣩵�������
��2���������뿪ǣ��ǯ��ʱ���ܸ�ѹ���ñ�������������Ȧ�����۲�λ����ǰ���͵��ճ�ǯ�ڣ�ʹɴ����ǰ��������İ�Χ����ȫ��ʧ��
��3�������ճֽ�����ѹ��С��ʹ��ɴ��������ú�С��������ʧ��
ͨ�����������ʩ����������ֱ��������ճ֣�ǯ�ڣ�ʹ��������÷dz�С����ˣ�ë����٣���������˿ɷ��ԡ�
2 ���ܷ�ɴ������Ч��
2.1 ��������
��1��ë�����Լ��٣�����ɴë����٣�����3mm�����ϳ��ȵ�ë����٣���ͬ������ͳ����ɴ��ȣ�һ���ɴë��50����Ͳɴë��70����
��2�����﹫˾��Com4ֵ���˼���ë��Ч������ʽ���£�
Com4=100 000��[ɴ�����ȣ�����m����ɴ��ë��ָ��H��������˹��3�ͻ�4�ͣ�]
���ڽ���ɴ���ȿ��ʵ����ͣ�����ë��ָ��HֵҲ�ͣ���ˣ�����ɴ��Com4ֵһ����30���ϣ���ͳ����ɴ������30��
��3��ɴ�߽ṹ���ƣ���ɴǿ�����쳤��������ߣ�ϸɴǿ�������5��~10������ϸɴ���ȼ���15�����������ȼ���20��ʱ������ɴǿ���Կ��봫ͳ����ɴ�൱��
��4������ɴ������CV��ɴ��ָ����ȴ�ͳ����ɴ�á�����700AirComTex���ܷ�ɴϵͳ����11.8tex��106����10cm��ɴ������CV�ɴ�ͳ����ɴ��12.27���½�Ϊ11.57�����½�0.7���ٷֵ㣬ϸ����2����km����0����km���ֽ���13����km��Ϊ3����km������28����g��Ϊ19����g������Ͳ�����ڽ���ɴë���٣�ɴ���࣬���������ƹ�����ɴ�߽ṹ�ƻ��̶ȼ��٣���ˣ����ᣨ�ڣ������������Լ��١�
2.2 ����Ч�淽��
������ٶȡ�Ч�ʡ�����������Ҫ�У�
��1��ϸɴ��ͷ�ʱȴ�ͳ����ɴ����30.6������Ӧ�����ϸɴ��Ч�ʡ�
��2�����ڽ���ɴ��ͷ�ʵ͡�ǿ���ߣ������ڱ��ִ�ͳ����ɴͬ��ǿ���������£����ʵ��������ȣ�����ϵ����338����307ʱϸɴ��ͷ���ܽ���20������ˣ��ɽ������٣����Ӳ�����
��3����������ͷ�ʿɽ���30���������������Ч�ʼ�������ͬʱ����˾���������
��4������ɴë���٣�����˿�֯�ԣ���γ���ͷ�ɷֱ�50����30����������֯��Ч�ʣ�ʵ����ת�У�10��γ��ͷ�ʽ���֯������33��������֯������45����Ҳ�б���������֯�������ڽ���ɴë���١�ǿ���ߡ�ɴ���٣�����֯����γ�ʿ����30����
��5������֯����Ӧ�ý���ɴ����ͷ�½���֯�ü��٣�Ч�ʿ�������ߡ�
�ڳɱ���Լ������Ҫ�У�
��1�����������ܷľ���ɴʱ���ɼ��پ�������6��~12������Ӱ��������
��2�����������˷�ɴ��������ϸɴ�������ɻ�����85������Ӧ����˷�ɴ�Ƴ��ʡ�
��3���ڱ���������߾�ɴ��֯�������£��ɽ�Լ����20��~50����֯����ͷ���Կɽ���20�����ϡ�
��4������ë���٣�����������֯ɴʱ������ȥ������������ӡȾ�ӹ�ʱһ��֯�����ȥ��ë���ȡ�Ͽ��ٶ���ë�������ڽ��ͳɱ���
2.3 ���ƻ�������
��1��ϸɴ����ɻ����٣�����������������
��2�����ڽ����˽������������Լ������˽������еĻ�����Ⱦ������ʹ��PVA����Ϊ������
2.4 ֯������
��1����·����������ã�������ɫ֯����Գ��ڱ�������ɫ���õ���ۡ�
��2����ĥ�������������ǻ��˻���֯����ë�����١�
��3���ڱ��ִ�ͳ����ɴǿ��ʱ���Խ������ȣ����Խ���ɴ֯���ָ��������������ʣ���֯����Ϊ������
3 ���ܷ�ɴװ�õĽṹ����
3.1 ���Rieter��ComforSpin��ɴװ��
�������﹫˾���ܷ�ɴװ������ΪComforSpin��������Com4�͡�K44�ͣ�װ�ýṹʾ���ͼ1��
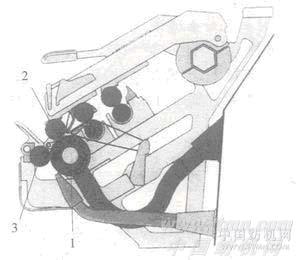
ͼ1 ����ComforSpin��ɴװ��
1-�������۹�Ͳ��ǰ��������2-�ڶ�������ǣ�콺������3-��һ�������ճֽ�������
ComforSpin��ɴװ�ýṹ�������£�
��1����ԭǣ����ǰ����һ��������������
��2����ԭ����ǰ������Ϊ���ʿ������۹�Ͳ����������ֱ����һ��ǰ����������װ��������������һ����(�ճֽ���)��ǰ�������ɴ�������ճ�ǯ�ڣ��ڶ�������ǣ�콺������ǰ�������ǣ������ǰǣ��ǯ�ڡ���һ������ڶ�������Ϊ�����ļ�������
��3��ǰ����Ϊ�������۹�Ͳ������һ��С����������Բ�ν������۹�(��ѹ)��������������������������и�ѹ��ǰ������
Բ�ν������۹���װ��һ�鿪��һ���ɺ���ǰ��խ��V�����۵Ĺ������ϲ�����ɵ������ۣ�V�β۳��ȸ�������ǰ�����Ӵ���������Ӧ���������������һ��ƫб�ȣ�������ǣ���������뿪ǣ��ǯ��ʱ����ѹ���������ã�������V�βۿ���������ǰ�����ϣ�����ǰ���͵���һ�����������ճ�ǯ�ڴ���
3.2 ��ɭ��Suessen��Elite��ɴװ��
�¹���ɭ��˾���ܷ�ɴװ������ΪElite��������Fiomax E1�͡�Fiomax E2�ͣ�װ�ýṹʾ���ͼ2��

ͼ2 ��ɭElite��ɴװ��
1-ԭǰ������2-���ν������۹ܣ�3-ԭǰ������4-�ճֽ�����5-���ϳ��֡�
Elite��ɴװ�ýṹ�������£�
��1���ڴ�ͳ��ǣ��װ��ǰ��һ����������װ�á�
��2��ԭǣ��װ�ò��䣬��ǰ����ǰ��װһ��ϼ�������һ�����ν������۹ܣ�����һ��������Ȧ(ʵΪ����֯��)��һ��ǰ�Ͻ������ճֽ���������ɼ����ճ�ǯ�ڡ������ӵ�ǰ�Ͻ���ͨ��һ�����ϳ�����ԭ����ǰ�Ͻ������������۹�������һ��������Ȧ�����������ף���������ͨ��������ά����ͨ������Ȧ��ǰ�Ͻ���Ħ��������
��3�����ν������۹ܱ�����ÿ����ɴ��λ�����г�б�������ۣ�������ά��������ת����ɴ�£������ʹ��άβ�˽�����ɴ���ϡ����۹ܱ�������������ʹɴ����ǰ��������İ�Χ����ȫ��ʧ��Ҳ���������뿪ǣ��ǯ��ʱ�ܸ�ѹ�����ñ�������������Ȧ�����۲�λ����ǰ���͵��ճ�ǯ�ڣ��ټ����ճֽ�����ѹ��С��ʹ��ɴ������������ʧ����ˣ�ë����٣�������˿ɷ��ԡ�
3.3 ����Zinser��AirComTex��ɴװ��
�¹�����˾���ܷ�ɴװ������ΪAirComTex��������700 AirComTex�ͣ�װ�ýṹʾ���ͼ3��
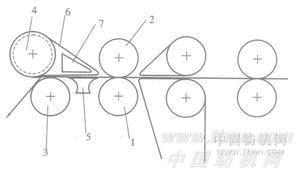
ͼ3 ����AirComTex��ɴװ��
1-ԭǰ������2-ԭǰ������3-����������
4-���ƽ�����5-��飻6-���Ȧ��7-���ν������۹�
AirComTex��ɴװ�ýṹ�������£�
��1����ԭǣ��װ��ǰ��һ����������װ�á�
��2����ǰ����ǰ����һ����������������װ�п��ƽ�����һ���ν������۹ܣ����Ȧ���ڽ��������۹��ϣ����һ������ǣ��װ�������������Ͻ�Ȧ���������෴�����˼����ν������۹�̽��ǰ������ǰ�����䣬�Ա��ھ�ǣ�������������ܵ����Ȧ��������ǰ�����Ϳ�����������һ��������飬����ǣ��װ�����½�Ȧ��������������ס�Ͻ�Ȧ�ļ�ˣ�����סǰ������������������������ɳ�ͷǣ�촫��ϵͳ��һ���м���ִ�������ǰ����ͬ����������Ħ��ʹ���Ȧ��������ת�� ���ν������۹ܣ�����ÿ����ɴ��λ����һ���ɿ���խ��б���V�������ۣ�����ComforSpin�������ԣ����ν������۹ܼ��Ǵ��Ȧ��ǰ����������һ���и�ѹ�����۹ܡ�
3.3 �����Marzoli��Olfil��ɴװ��
����������﹫˾���ܷ�ɴװ������ΪOlfil��
��3���ڴ��Ȧ��˺Ϳ��ƽ�������һװ�ý�ʾ���ͼ4��
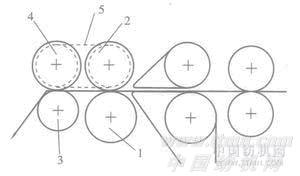
ͼ4 ������Olfil��ɴװ��
1-ԭǰ������2-ԭǰ������3-Բ�β�������۹ܣ�
4-���ƽ�����5-���δ����������֡�
Olfil��ɴװ�ýṹ�������£�
��1����ԭǣ��װ��ǰ����һ����������װ�á�
��2��ԭ��������ǣ��ϵͳ���䣬��ǰ����ǰԭ��ɴ����λ�ø�������һ��Բ�β���ֵ����۹ܣ�ֱ����ǰ����С��������һ��������Ȧ����һ��ǰ�Ͻ���(���ƽ���)�������ϵͳ�����ƽ����ɳ��δ���ԭǰ�����Ͻ���������������Ȧ�ܿ��ƽ�����Ħ������ת��
��3��Բ�β���ֹ���ÿ����λ����һ��ֱ��״�ľ�������ϸ�ۣ�ÿ8��һ����ÿ48��һ������������װ�п�����������ʹ�������ȣ�����ֹ��������������۲�����ɴ����Ӱ�졣
3.5 ���Toyota��EST��ɴװ��
�ձ����﹫˾���ܷ�ɴװ������ΪEST������ΪRX












