ժҪ����Դ�ͳ��ɴǰǯ�ڴ������������γ�ë��Ļ������ɣ��ڸ�ǯ�ڳ��ڴ���ȡ���������������ķ�ɴ���������ܷ�ɴ��������ɴ�߱��泤ë���������뿪�ճ�ǯ��ʱ������ɴ�ɣ���Ч������ɴ��ë�𡣲����������ƵĽ��ܷ�װ�ö���ë���з�ɴ���飬��ġ�������ܷĶԽ���ɴ��ë��Ч�����ԡ�
�ؼ��ʣ�������ɴ�����ܷ�ɴ��ë�𣻳����ƣ��о�
0 ǰ��
ɴ��ë����Ӱ��ɴ�������ղ�Ʒ��ۡ��ָк�ʹ�����ܵ���Ҫ���ء��������ǶԷ�֯ƷҪ�����ߺ�������֯����ɴ�߱����������Ҫ��ë������Խ��Խ���������̺��û��ĸ߶����ӡ����ܷ�ɴ�������ڻ�����ɴ�����Ļ����ϼ�װһ����װ��������ë��ġ������ͷ�ɴ�������������͡�����ɴ���нṹ���룬ë��ȵͣ�ǿ�����쳤�ʾ��ϸߵ��ŵ㣬��Щ���ܶԻ�֯����֯��ʮ�����������Ҹ�ɴ�Ͻ������ͣ��ӹ�Ч�ʸߣ�ɴ�߹���ã�������࣬�����ڿ����²�Ʒ��������ë�������˺�����յļӹ�ʱ��[1��3]�����������������ܷ�װ�ý��л���ϸɴ���������̫�ߣ���ˣ����dzе����Ҿ�óί��ʮ�塱������Ŀ������ëɴ�߽ṹ�Ż������������Խ��ܷļ�����װ�ý������о���
1 ɴ��ë��ij�����Σ��
ɴ��ë��IJ�����ʹ�õ�ԭ���йأ�Ҳ���֯��е��״���Ͳ����йء���ˣ���ά�ij��ȡ�ϸ�ȡ�ֱ���������նȡ�Ťת�նȡ�ǿ�ȺͶ����쳤����ɴ���ܶȡ�ǣ�챶����ǣ�������м��������߶��١���Ȧ����������˿Ȧ�Լ��������˶��ȵȣ����з�ɴ�����е����ض���Ӱ��ë��
������˵����ͳ������ɴ��ë����γ���Ҫ��������ϸɴ��ǣ�����Դ�ɴʩ��һ����ǣ���Ϊ��ʹɴ��������ǿ�ȣ��������һ����������������ά��ɴ���е��������ɸ�˿Ȧ�����ģ��������ϴ��ݵ�ǣ��װ�á����ȱ��뾡���ܵؽӽ�������ǯ���ߣ�������ȴ����ȫ����ǯ�ڡ���ǰ����������������Ǵ���һ��û�����ȵ���������ά��������ν�ļ�����������ɴ�߶�ͷ��������һ��������[4]��
��������������״���ߴ�Գ�ɴ�Ľṹ����������(��ͷ)��ǿ���ͱ��������ȶ����ž����Ե����á����ڼ�������������ά���ܷ�ɴ�����ͼ��������ò���������ѹ������ѹ�����ڼ�����������Ե������ά������ѹ�������ɴ�����ĵ���ά������ѹ����С�������������ά������ͬ���ڼ����������оͻᷢ����ά���ڵ��������ڵķ���ת�ƣ���ά������Ҳ����¶��������γ���ɴ��ë��[5]��ͬʱ����ɴ�е���ά��ɴ�г�������״����άƽ����ɴ�᷽��ij̶Ƚϵͣ�����ɴ��ǿ��ԶС�ڵ���άǿ��֮�ͣ���ά��ǿ������ϵ���ϵ͡������Ϊ�˻���㹻��ǿ����Ҫʹɴ�߾��нϸߵ���ϵ���������ֻ�Ӱ�쵽ɴ�ߵ������̶Ⱥ�֯����ָС�
ɴ��ë���Σ���Ժܴ���Ҫ�������������棺һ��ɴ���ϵ�ë��ֲ��������Լ���֯����ë����γ��µ����������������֯��ʱ���ر���������֯����֯��ʱ��ë���ʹ���ھ�ɴ�������Ҳ��ʹ��γ�������ѣ���19.5 texϸɴΪ������ɴ����ë��Ϊ3 mm����ϸɴֱ��������18��!����֯����ʼ���ڸ߶�Ϊ3 mm ~ 3.5mm������ë��Ĵ��ڣ�������֯�����ڵ���Ч�߶ȣ���ɾ�ɴ���ڲ��壬ʹγɴ�����������̨ͣ������֯����̨ͣԼ��75����ɴ��ë���йأ�������ɴ���ϵ�ë�������θ���������Ħ�������䣬�γɷɻ�����Ⱦ������Σ�����彡����Ҳ������µĴõ�ʹɴ��֯�������½�����ˣ�ϸɴë��Ĵ��ڲ�����Ӱ���������˳�����У�����ë������������̼���ֲ�����Գ�Ʒ����ۡ��ָк�ʹ������������е���ϵ��
2 ���ܷ�ɴ����
��ITMA��99 �ϣ���չ����ѷ��Suessen�������Rieter���������Marzoli��������Zinser����˾�ȴӲ�ͬ����չʾ���Լ��Ľ��ܷ�ɴ�������ü����Ļ���˼·�Ƕ�ǰ��������������ټ��ϡ��Կ�������ϵͳ�����У������������缯�����ã�ʹ�����ϼ��۵����У�����С�˴�ͳϸɴ���������������������Ŀ��ȣ������ڽ������е���ά�ɿ���������ɴ���У��Ӷ��ɽϴ���ȵؼ���ë��ͬʱ����Ҳ��������ά�ڼ�������ʱ����һ�ε���ֱ���ᣬ�Ӷ���߳�ɴǿ������Ϊ�ڲ����ڷ�ɴ������������·�ɴ����������������ǣ��װ�õ���ά��������ͬ���������������ϳ�ɴ�ߣ������������ڷdz��ӽ�ǯ���ߵĵط�����ģ���ˣ���ʹ�Ƕ���άҲ��������ٽ������ڳ�������������������ά�����ó̶ȡ���ͳ������ɴ����ܷ�ɴǰǯ������״̬�Աȼ�ͼ1��
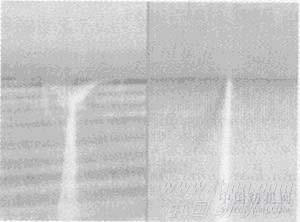
��a����ͳ�����ļ�������������
��b�������������Ľ��ܷ�ɴ���ң�
ͼ1 ��ͳ����������ܷķ�ɴ״̬�Ա�
���йطĻ������̵����Ͻ��ܣ���ͬ���ķ�ɴ�����£����ܷ�ɴ�ij�ɴë��ϴ�ͳ�����ļ���Լ20����ǿ�������Լ10����ͬʱ�����ɾ��ȶȡ�����Ч�ʵ�Ҳ�в�ͬ�̶ȵ���ߡ��ü�������һ�ŵ���ֻ���һ�Լ���ϵͳ��������ԭϸɴ����ȫһ�¡�
3 ���ܷ��봫ͳ��ɴ�߽ṹ�������Ա�
���ܷ�ɴ������һ�ּ��߷�չDZ���ķ�ɴ���ա���ʿRtieter��˾��COM4®��ɴ����Ħ�ģ��͵¹�Suessen��˾��Elite®��ɴ�������Լ��ļ���ר��[6]�����ҹ��Ľ��ܷ�װ���ڽ������̽�����Ѿ���������õ�����Ч����
�������������ƵĽ���װ�ã���Ҫԭ���Dz��������۾ۼӹ��������ֱ����ɴ��ëɴ�����Էģ�����ɴ�ߵ�ë������Աȼ�ͼ2��ͼ3��
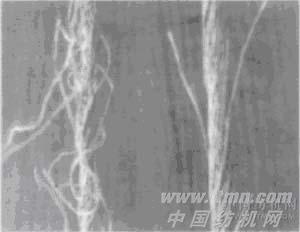
ͼ2 ��ͳ��������ɴ�������ܷ�ɴ���ң�

ͼ3 ë���ܷ�ɴ���ʹ�ͳ��ë������ɴ���ң�
�������ý��ܷĺʹ�ͳ�ķ���12 tex��ɴ����ɴë��Աȼ���1����ɴ����ָ��Աȼ���2����1����2�������ݱ��������ܷ���ɴ��ë���м��ͣ����ɾ��ȶ��нϴ����ߣ�ǿ������Ҳ������ߡ�
��1 ��ͳ��ɴ�����ܷ�ɴ��ɴë��Ա�

��2 ��ͳ��ɴ�����ܷ�ɴ��ɴ�����Ա�

�ٲ��ý��ܷĺʹ�ͳ�ķ���60Nmëɴ����ɴë�����Աȼ���3��
��3 ë��ͳ��ɴ��ë���ܷ�ɴ��ɴë��Ա�

��ë����ֵ����ֱ�۵ؿ����������������Ľ��ܷ�ɴ��ɴ�����кܴ����ߡ�
4 ������
���ܷ�ɴ�Լ���������������ʹ��ɴ�߲�Ʒ���ۺ������нϴ���ߣ�����Ҫԭ�����ڣ�ɴ���ϵ���ά���ر�����Χ��ά��ͨ�����۵��ֶν���ɴ�����ɣ�ʹɴ��ë�ͣ�ë��Ľ���ʹ��ɴ���ϼ���������ά����ɴ��ǿ���������ף���ɴ��ǿ���нϴ����ߣ����ڼ���ǰ���������ά��ּ��ۣ����ƽ�ж����ӣ���Чǿ��ϵ�����ӣ�ʹ��ǿ������Ҳ����ߡ�ɴ�����ܵ���߽��������Ʒ�ֵĿ����Ͳ�Ʒ���ε���ߴ����µ������ͻ�����












