ժҪ����Rieter��˾������Comforspin��ɴ�豸�Լ�Suessen��˾������Fiomax��ɫElite��ɴ�豸Ϊ�����Ľ��ܷ�ɴ�豸�ij�ɴ�������˳����о������봫ͳ������ɴ�ij�ɴ�������˱Ƚϣ��õ��˽��ܷ�ɴ�豸�ܹ�ʹɴ��ë�͡�ɴ��ǿ����ߡ�ϸɴ��ͷ���͵Ļ��������Ƚ��ܷ�ɴ��ʹ��Ե��ά��������£����ɴ�У���ν��ܷ�ɴװ�õ���������ʹ���������������С�����ӳ�ɴǿ���������ܷ�ɴװ�õ����ǯ��������ʹ���������������С��ʹϸɴ��ͷ���͡�
�ؼ��ʣ����ܷ�ɴ��������ɴ����ɴ����
1 ����
���ܷ�ɴ�ǽ����귢չ���������ö�����ʽ��ɴ��������ʹ������������С�������ķ�ɴ���������Ż�ɴ�߽ṹ����Ҫ��Ч�ķ�ɴװ�á���Щװ������ǯ��λ�õĸı䣬�����Ը����������ã�ʹɴ�����γɹ����еļ���������������С����ʧ��������Լ���ɴ���γ�ʱ����λ�ò�ͬ���γɵ��������죬�Ӷ����ɴ��ǿ�������ȶȺͼ���ë������ɴ����ȫ���Խ��е�ɴ֯�죬�������ᱡ���ȵĸߵ�֯��Ŀ�����
Ŀǰ�������Ľ��ܷ�ɴϵͳ��Rieter��˾������Comforspin��ɴ�豸�����Ѵ�COMl��չ��COM4�͡�Suessen��˾������Fiomax��ɫElite��ɴ�豸���зֱ��ʺϳ�����ά��El�ͺ�E2�͡�����MAL��˾������Oifil��ɴ�豸�Լ�Zinser��˾������air-com-tex 700��ɴ�豸��������Comforspin��ɴ�豸��Elite��ɴ�豸�У����ɶ��Ͳ������Ȧ�������ڸ�ѹ��ɵ�����������ά�������ۣ��Ӷ���С��������������Oifil��ɴ�豸�Լ�air-com-tex 700��ɴ�豸����ý�Ȧ���ܸ�ѹ���õ��п�����ת�����γ�������ʹ��ά���ۡ����¾����Comforspin��Elite���ֽ��ܷ�ɴ�豸�Ļ���������̽�֡�
2 ��ͳ������ɴ��ɴ����
��ͼl a�Ĵ�ͳ����ϸɴ�����չ��̿ɼ����ڴ�ͳ������ɴ��ɴ�����У�����������������ɴ����ͬ�����������������ҳ��Ƚϳ���a��A������ͼl b����ͳ������ɴ���ڼ����������ϴ�����������ǿ�����(����)����ɴ�εķ�ɴ�����ֲ��������˴ֵ�ϸɴ��ͷ�����ڼ����������ڣ����ϸɴ��ͷ�Ӹ߲��¡�����ɴ�����Ĵ�С�벨����Χ����ϸɴ�������йأ������Ҳ�����˳��ٵ���ߡ�
��ͼ1 c�ɼ�����ͳ������ɴ����������dz���ɢ��������ȽϿ���һЩ��Ե��άͷ�������ǣ�������γ�Ư����άͷ�ˡ���Щ��ά�ڳ�ɴ����������ɴ��ת������������������ɴ�����Ŀ�£���Ӷ��γ�ɴ��ë�𡣳���Խ�ߣ�������Խ�����Ҳ�����˳��ٵ���ߡ�
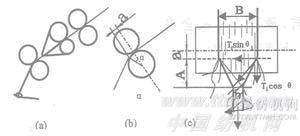
ͼ1 ��ͳ������ɴ�ij�ɴ����
3 Comforspin��ɴϵͳ�ij�ɴ����
Rieter��˾������Comforspin��ɴϵͳ�ǽ���ͳ����ϸɴ����ǣ������ԼӸ�װ���ɵġ���ͼ2 a��ʾ������ǰ��������һ��ֱ���ϴ�Ŀ��۹�Ͳ�����档��Ͳ�ڰ�װ�й̶�б�ܳ���ϵͳ��ʹ��Ͳ�ڲ���һ����ѹ����ʹ��ά���ۡ����۹�Ͳ���һ��Ƥ�������ǣ������ǰ��������ά�ӿ��۹�Ͳ���һ��Ƥ����ɵ�ǰǯ��������ȶ��������ڿ��۹�Ͳ���棬������۹�Ͳ�����ƶ����ڶ���Ƥ������۹�Ͳ��ɵ����ǯ�ڡ������ǯ�ں�ǰǯ��֮�����ڿ��۹�Ͳ�е�б�ܵ����ã�ʹ���������������ã������е���ά�ڴ��������������������м���£��������£ʹ��ά����Ч��Լ���������Ŀ�����խ���������ǯ��ʱ����άһ�뿪ǯ�ڼ��γ�ɴ�ߣ����ɴ�߷�����ڶ���Ƥ�������۹�Ͳ��Բ�ܾ����У���˼�����������ú�С����Ե��άҲ���ڸ�ѹ���ú��������ϵ�ɴ���С�
ͼ2 Comforspin��ɴϵͳ�ij�ɴ����
��ͼ2 b�ɼ������ڵڶ���������Ϊ������������������ǯ�ں��������ϣ���������������İ�Χ�Ǧ���o����Ӧ�������������ȱ���ͬ�������������������ȼ�С��a���������������ʹû���������ã�ɴ�߸�������Ҳ����ߣ��ر�����������������������ȱ�̣��˴�����ǿ����ߣ���ͷ���Իή�͡���Ч���൱�ڸı�������������б�Ƕȡ�
����������֮�����������������ɿ���B��£��B�䣨ͼ2 c����ʹ����������������ȼ�С�����������ȵļ�Сʹ��Ե��ά��������ά֮������������С(��i�����С)�������ά����û������ת�ƣ���ά֮���Ӧ�������С��������ɴ�е���άǿ�����������Ķ࣬��ɴǿ��Ҳ�ʹ�Ķࡣ
������������������ʹ��Ե��ά���м���£������ɴ��ת��������Ҳ���ᴫ�ݵ�����������Ե��ά����Ч�����������У���ɴë���������͡�
4 Elite��ɴϵͳ�ij�ɴ����
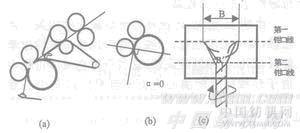
Sussen��˾������Eliteϸɴ�����ڸù�˾��ͳ����Fiomaxϸɴ����ǰ�������ڴ���װһ��ϼ���ͼ3a���������������l�����۽�Ȧ2������б������3�����������ǰ����4ͨ��С����5���������۽�Ȧ�������������Ħ�����������ͽ��������ڲ����ڸ�ѹ״̬�������ϲ�ÿ����ɴλ���Ͽ�һ�����ۣ����۳�������������������Ӧ�����ں�����бһ���Ƕȡ������������ȵ���ǰǯ����������������۽�Ȧǯ��֮����������ȡ��������뿪ǰǯ��ʱ��������������������ڿ��۽�Ȧ���棬���������������۲�λ�������ǯ��ǰ������Comforspin��ͬ�����������ǰǯ�ں�������ɴ�������������dz�С��

ͼ3 Elite��ɴϵͳ�ij�ɴ����
���������Ⱦ����������������ã��������������ɴ��ͼ3 b����������Comforspin�ij�ɴԭ����ͬ��ɴ��ë����ټ�ɴ��ǿ����ߡ���Elite��ɴ��Comforspin����������ġ�����Elite��ɴ���������ڣ���������б���������н������һ���нǣ�ʹ������ǰ�������в��������˶���ͼ3c������Ħ�����������£����������������Ӷ��ѱ�Ե��ά���������ڲ����������ǯ��ʱ���Ѳ����ڱ�Ե��ά����˳�ɴʱ�Ͳ������ë��
�������������۹����л��й�����ʹ����Ч�����ã���������Ŀ��ȸ�С�������Elite��Comforspin�����ë�ͳ̶ȸ���ɴ��ǿ�����ߡ�ͼ4Ϊ��ͳ������ɴ��Elite��ɴ�����������������������ͼƬ����������Ŀ������ܷ�ɴ��Ч����
Elite��ɴ���еĽ��ܷ�ɴװ���ǵ������õģ����øı�ԭ�ȵķ�ɴ���ṹ��ֻ����ԭ����̨�Ͻ����ܷ�ɴװ�ð�װ�ϼ��ɣ�����������κλ��͡���Comforspin����Ҫ���¸���ǰ���������������밲װ�ѶȽϴ�
5 ����
�����ͷ�ɴ����Ȼ����������ͬ������ԭ��������ͬ��Ҫʵ�ֽ��ܷ�ɴ��������������¼�����������ã�
��1��ʹ��Ե��ά��������£���Լ���ë��Ŀǰ�Ľ��ܷ�ɴװ�þ�Ϊ����������������Comforspin�������۹�Ͳ�ڵ��������츺ѹ����Elite��������۽�Ȧ�ڵ����ͽ���������ʵ�֡�
��2��ʹ���������������С�������������ļ�С�к�����������֡���������������ļ�С���������ȵļ�С��ʵ�֣�һ���������������Сʹ�������ȱ�С����Ե��ά���٣���һ���������������Сʹ��ɴ����ά�������ȣ������άǿ�������ʣ�ʹɴ��ǿ�����ӡ�
��3��ʹ���������������С����������������ļ�С����С���ɴ��������������İ�Χ�Ǧ���ʵ�֡��������ֽ��ܷ�ɴװ�þ���ʹ�˰�Χ��Ϊ�㣬�����˼�����������ǿ�����Ӷ�������ϸɴ��ͷ��
�������ϼ������������ü��ɽ��н��ܷ�ɴ����ˣ����ܷ�ɴ���о�����Ӧ�����ڱ�֤ʵ�����ϻ������õĻ�����ʹ�ṹ�����ܼ����ɱ��ͣ��װ�װ��












