ժҪ��������Ҫ�����еļ��۷�ɴװ�ý��м���ԭ���Ļ�������������ָ������װ�þ��е��ŵ�ʹ��ڵ�ȱ�ݣ��ر����Щװ�õļ���ԭ������ϵͳ�Ĺ��࣬����������۷�ɴװ�õ��о�����
�ؼ��ʣ����۷�ɴ�������������ۣ���ѹ����
����
��������1988�꣬Dr. Ernst Fehrer�Ϳ�ʼ�����ڼ��۷�ɴ����(Condensed Spinning)���Ϊ���ܷ�ɴ����(Compact Spinning)������[1]����1999�������ʷ�֯��еչ���ᣨITMA��99�����״�չ���˼��۷�ɴ�豸�����ǶԻ�����ɴ���յ�һ���ش���ͻ�ơ�Ŀǰ�ļ��۷�ɴ�����ǽ���ͨ����ϸɴ�������ʵ��Ľ��������˶Դ�ǰ����ǯ�ڵ�������ķ�ɴ��������ά�Ŀ��ƣ�һ����ȷ���˷�ɴ����������С������һ����Ҳ��֤����ά����Ե��ά�ļ��ۣ��Ӷ�����������Ʒ�ʵļ��ۻ���ɴ [2]��
1 ��ͳ������ɴ���յ���״
�����ڴ�ͳ������ɴǣ��װ���У�Ԥǣ������ǣ��������ɴ����������ǣ������ǣ�죬���������ά����ϸ������Ҫ��ϸ�ȣ�ͬʱ����ǰ�������������ܵ��������ã�����ʹ��ά���Ŀ�����һ����չ������ͼ1��ʾ����
ͼ1 ǰ�����������������ȵ�Ӱ��
�����뿪ǰ����ǯ�ں�ǣ�������ά������ȫ����ɢ״̬�����ڼ�����֮ǰ��һ�ξ������γ�һ����������������������ĺ�����ȽϿ���һЩ��Ե��άͷ�������ǣ�������γ���ά�ĸ���ͷ�ˡ���Щ��ά�ڳ�ɴ����������ɴ��ת������������������ɴ�����Ŀ�£���γ�ɴ��ë�𡣳���Խ�ߣ�������Խ��ë��Խ�࣬���Ҳ�����˳��ٵ���ߡ������ij��Ļ���ɴ��ɴ�߽ṹ�ﲻ������ɴ�߽ṹģ�͡�
�������۷�ɴ�������ü���װ�ý�����ά�����ۣ�ʵ�ֶ�ǣ��������ǣ�졢���ۺͼ����ķֲ����ã���ǣ����ʱ���ۣ�����ʱ������������ǣ���������ڼ������õĴ��ڶ�Ӱ��Ħ������ķֲ�����ǣ������ά���پ����ۺ�С����ά�����ȣ���������ά�������ܶȣ����ۺ��ټ�������С�������˼����������������ڸ���ɴ�ߵ�ë��������
2 ���۷�ɴ��������
����Ŀǰ�������ִ����Եļ��۷�ɴϵͳ���ֱ�ΪRieter��Suessen��Zinser�ȹ�˾�������ķ�ɴ�豸�����Ǹ��Եļ������÷�ʽ������ͬ������Ч��Ҳ�������죬����ǰ���ֻ�����CITME��2002�����Ļ�չ�������Ѿ�չ����
2.1 ��ʿRieter(����)��˾��COM4®��ɴϵͳ
������ʿRieter(����)��˾���Ƶ�COM4®���ܻ�����ɴ��������������ͨ����ɴ��ɴ���γɹ����е�ȱ�㣬ʹ��ǣ���������������ά�ܵ��ܺü���������ɴ�塣��ϵͳ��ǣ������ɴ��֮�������һ��������������������м����ڱ�ǣ�����ά��һ�뿪ǰ����ǯ�ڼ��ܵ������ĸ�ѹ�ƶ��������ۣ�������ѹ����������ά���ܵ�ǿ������ѹ�����γɽṹ���ܵ���ά����[3]��
ͼ2 COM4®����ļ���װ�ü�������������ֲ���̬
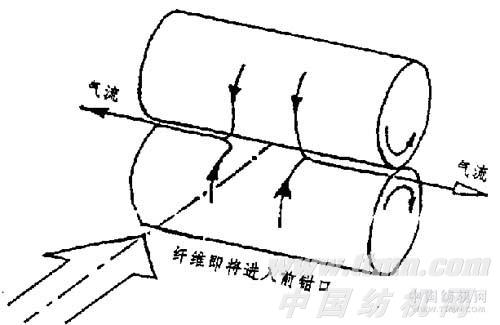
��ͼ2��ʾ��COM4®���۷ĵļ���Ԫ���Ǹ���һ����������ϵͳ�Ƴɵģ��ڹ�Ͳ�ڲ�װ��һ������ת��б�۵�����Ͳ���ù�Ͳ���б�۾���һб��λ��������״�Ŀ�����Ϊ����ͨ�����Ա���������б��ʱ����ά��������ѹ����ʵ���á���װ��ʹ�����ڹ�Ͳ�������ά���������˶������������ߵ���ά���м��£����ʵ�ּ���[4]�������ƵĴ���Ͳ������Ϊ�ܶ�ϸС�����ۣ�����ת�����в�����ж���ά��������Ͳ�ڻ������������֮�䣬��ɺ�����
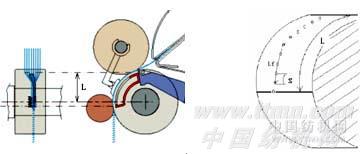
������ͼ3���п��Կ�����COM4®��Ҫ����ǰ����������м��ۡ�Ϊ�������Ч������ǰ���������������֮��ľ���L���ܹ�С�����Ŀǰװ�øĽ�����һ����Ϊ������Ĺ�Ͳ�������Ӽ��۳��Ⱥͼ���ʱ�䣬ʹ�������и���Ч�ض���ά���ۡ�����С��֮��ľ���Ϊs����ά�ij���ΪLf����Lf��nsʱ����ά��ͷ�˺�β�����С�ļ��ʴ�����ӣ�������ά�ڹ�Ͳ������磬����δ������ɴ�壬�����γɸ���ë���������ɺ��������Ը�װ�ø����ڳ���ά��ɴ��

ͼ4 COM4®�ڶ�������װ�õĹ�״����
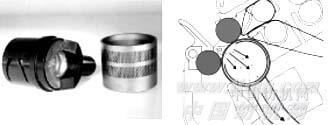
������CITME2002�����Ļ�չ�����ϣ�Rieter��˾չ��������Ƶļ����������--��״��������ͼ4��ʾ������װ����ά�������ۺ����λ�õĹ�״������������ļ�����ά���д������ã���ǿ����ά�����ϵ���Լ��ٻ�������������

ͼ5 δ��װ���װ��������װ�õļ�������ԭ��ͼ
����COM4®���۷ļ�������Ҳ�ɼ�װ�ڹ�Ͳ������Ƴ�����������װ�õ��Ը��ƣ���ͼ5��ʾ����ͼ��ʾ��δ��װ��������װ������ʱ����������ӹ�Ͳ�ϵĸ������������Ͳ������Ч�������ԣ�����ͼ�е���װ��������װ�ú��������ֻ�ܴ��������룬�����������˼���Ч�����ܴ�̶��ϼ�����ë����������װ�õ������ĿǰCOM4®���۷ļ���ɴ��������ߵĹؼ����ء�
�������Rieter��˾�Դ���Ͳ�����˸Ľ�����Ƴ�������״��Ͳ�Ϳ������ж��������K44�����ڽ�����������ͼ6��ʾ����������ά������������δ�������Ȼ�����������ά���������ڹ�Ͳ���������ά�������٣��������ȣ���˴�ǣ������������ά�����ϵǿ�Ȳ��ߣ������ͱ���Ҫ��װ����ȷ����ά��������ͨ��ѹ��������COM4®����ϸɴ���ϴ���Ͳ����������Ҫ�ܹ⻬������ά�����Ħ��ϵ���ͣ���ʹ��ά��ñ�Ҫ��ѹ����˳��ͨ��ѹ����������������Ľ�����Ͳ����Ҫ��ܸߣ������辭��ϸ�����������Ҫ��ĥ��������������Ӧ����������ɱ�[5]��

ͼ6 COM4®����������װ�����۹�Ͳ�Ϳɲ�ж��������K44
��ĿǰΪֹ��Rieter��COM4®���۷��豸���ڲ��ϵĸĽ���˵���ü�����δ���������������ϵͳһ�����з�ɴ������������������ӣ�������Ҳ�������豸�ܳɱ���
2.2 �¹�Suessen��˾��EliTe®��ɴϵͳ
�¹�Suessen��˾��EliTe®���۷���Rieter��˾��COM4®���۷������ƣ�Ҳ������ͨ����ϸɴ��ǰ����ǯ�������װ��һ��������ɴ��������ͬʱʹ��άƽ����ֱ����������װ�ã���������ά�����˶�������Ч�Ŀ��ơ�����ͬ�ĸ���������װ�ÿ��Խ�������İ�װ�Ͳ�ж�����ڶԴ�ͳ�������豸���и��졣
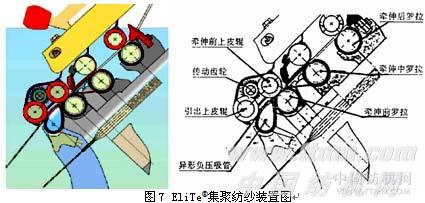
��ͼ7��ʾ��EliTe®���۷���������װ���������θ�ѹ���ܡ�������Ȧ��������������ɡ����θ�ѹ�����ڲ����ڸ�ѹ״̬�������ϲ���ɴ��λ���Ͽ���һ��б�ۣ��䳤������ά����������Ȧ�ĽӴ�����Ҫ���Ӧ��б��λ�������ά���˶�������һ������б�Ƕȣ���ʹ��ά�����˶����ܸ�ѹ�����������ò�������������ά�����������ɸ�ѹ������������Ȧ�����ڣ�������������ֱ����ǰ����ֱ���Դ�ʹ��ά�������۹����в��������������ã�ʹ��������ά���죬�����ά��ֱƽ�жȣ�ȷ����ά��б�۲�λ���ܵ���ѹ���ö���������ЧӦ��ʹ��ά�����ܺõ���ֱ��ƽ�е����۶��������ǯ�ڣ���ɴ������������ʧ�����ʹ��ɴë�����[6]��
����EliTe®��ɴϵͳ�У�ǣ��װ�õijߴ���ղ����������ֲ��䡣���θ�ѹ���ܰ�װ��������֮�䣬�������ֹ�װж�����ڲ�ͬԭ�ϺͲ�ͬ��ϸ��ɴ������ò�ͬб�ۿ��Ⱥ�б�ȵ����ܣ��Դﵽ���������������
ͼ8 EliTe®���۷ĵ�������Ȧ�����Ӧб��
��ͼ8��ʾ������������Ϊ�����Ľ������Զ��Ȧʩѹ�������������γ��ճ�����Ϊ��ȷ�������������뽺Ȧ��ȷ����ͬ���ٶȻ�ת��Ҫ����������������Ȧ��Ħ��ϵ���ȶ��Ȧ���������ܵ�Ħ��ϵ��Լ�߳��ű�������Ҫ�����������м���ĥ��Ϳ�㡣�����ܹ����쳤���Ρ�����ѧ��ʴ����ĥ�ԺõIJ��ϵ����������ʵ�ʵ������Ѷȡ�Ŀǰ���Ȧ�ɾ�֬��ά��˿ɴ֯����ɣ���Ħ��ϵ����δ�ﵽҪ��װ�õ��ȶ����½���������ɴ��������ɲ��ȣ�����ʱ����ͷ�����������ķɻ�������Ҫ�����ڱ�����������Ȧ���������������Ħ��ϵ��������
2.3 �¹�Zinser��˾��Air-Com-Tex700®��ɴϵͳ
ͼ9 Air-Com-Tex700®���۷�ɴװ��ͼ
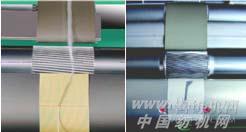
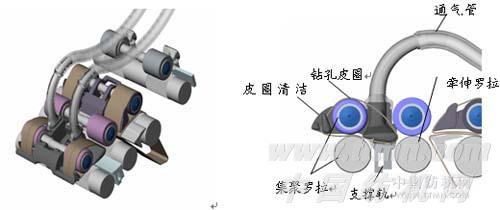
�����¹���֯��е���쳧��Zinser��˾��ITV��Denkendorf����������һ�����ͼ��۷�ɴ�豸Air-Com-Tex700®����ʹϸɴ�����õ���������ߡ�Air-Com- Tex 700®��COM4®��EliTe®���۷����ƣ���ǰ����ǯ�ڴ���װ��һ��ƤȦ�͵��Ķ������ļ���ϵͳ����ͼ9��ʾ�����ɴԭ��Ϊ����ǣ����������ľ�ǣ�������������ͨ���ܵ������ƤȦ��֧�Ź���ɵļ��������ڼ������ڣ���ά���������۳ɿ��ȼ����ӽ��ڳ�ɴֱ���Ľ����������ý���������һ�Ը��ӵļ��������ճ֣�Ȼ��������Ƴɽṹ���ܵļ��۷�ɴ�ߣ���ͼ10��ʾ����
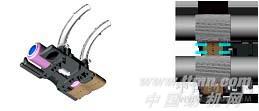
ͼ10 Air-Com-Tex700®���۷�ɴ�ļ���ϵͳ�ͼ�������ʾ��ͼ
����Air-Com-Tex700®����ϵͳ��һ�����ƤȦ������������Χ�����������ת���������������������������֧�Ź졣��ά��������ͳ�����ij��ǣ����












