��������ѧ��֯ѧԺ��
ժ Ҫ��������Դ�ͳ�����Ĵ��ڼ�����������һȱ�ݣ��Կ����������������ļ��۷�ɴ�����͡��ص㼰����ɴ������Ʒ�ʼ�������������չ���˼��۷�ɴ�ķ�չ��
�ؼ��ʣ����������������۷ģ�ë��
���������귢չ�����ļ��۷�ɴϵͳ�����ƱȽϳɹ�����Ҫ�е¹���Suessen��˾�����Ʒ��Elite����ɴ����Zinser��Air-Com-Tex700����˾��M��A��L����˾����ʿ��Rieter��˾�����Ʒ��Com4��Ħɴ����������ITV��˾���ձ���������������Ҳ��̿����˼��۷�ɴ�������۷ĵ��о��ڹ������ã���������Ϊ�ȵ㡣�봫ͳ�Ļ���ɴ���������ͷ�ɴϵͳ���Ƶ�ɴ����ȣ�����ɴ���м��������Ʒ�ʣ��ڼ��ҵ��г������о��к�ǿ�ľ�������Ϊ��ռ�ݹ������֯�г������������ҹ�����WTO֮��Ϊ��ӭ���»�������ս���������ƹ��ڵļ��۷�ɴϵͳ�ѿ̲��ݻ���
1 ��ͳ������ɴ��ȱ��
��������ɴ��������ɴ�߽ṹ��Ҫȡ����ǣ��ϵͳ��ɴ���γ��������ء�����ǣ������������ǣ������Ҫ���֧���������ڲ���ճ��������ʧ���������Ը�����ά�ִ�ǰǯ��ʱ�ѳ�����״̬����Щ��ά�뿪ǰǯ�ں�������ɴ�ߡ�ɴ���γɵ���������������ͼ1��ǣ��ϵͳ���ĩ�˵�ʾ��ͼ��ι�����ά����ǣ��ϵͳ��������ճ�����ǰ����ֲ�����ΪB��B�Ĵ�Сȡ���ڶ������أ���ɴ�ߵ�֧������ɴ�����ȣ�ǣ�챶�����ر���ǣ�챶����Ӱ��ܴ�ǣ�챶��Խ��B��Խ��
������ɴ�ߵ�֧�����쳤����ʱ�������������Ŀ���b��Ҫȡ���ڷ�ɴ����P���������b��P�ɷ��ȹ�ϵ��PԽ��b��ԽС������B��b��A>0�����ڡ�>0����˼��������������ܾ�£ι����������ά�������Ե��ά���߶�ʧ����������ij�ַ�ʽ������ɴ���ϲ���ȫ�ܿ��ƣ��������ϵ�ɴ���С���ͳ����ɴ�Ľṹ������һ������Ϊ���������롣����ɴ���ܵĺû�Զ���ܺ�����Щ��Ե��ά����Ե��ά��ɴ��ǿ������С������û�й��ף�����Ӱ�쵽ɴ�ߵ�����[1-3]��
����ʱ��ά�����������������������������ά������������������ά����������С����ɴ�����츺��ʱԤ���������ĵ���ά�����ȶ��ѡ�ɴ�߶��ѵIJ�ͬʱ�Ե���ɴ����ǿ�����ڽ����ڵ�����άǿ�����ܺ͡�

ͼ1 ��ͳ������ɴ�ߵ��γ� ͼ2 ��ͳ�������뼯�۷�ɴ�ߵ��γɶԱ�
2 ���۷ġ�����������������ʧ[2][4]
������Դ�ͳ�����Ĺ��յ�ȱ�ݣ�Ernst Fehrer��ʿ��1988��2��[5]����˼��۷�ɴ���գ���Ŀ��������������������
�о�֤������1��ι��ϸɴ���Ĵ�ɴ�����ܽ���ά�Ӳ����ճ���һ�����ּ���ЧӦ����ɴ�ߵij��Σ�����ǣ������ɴ��������ʧ�����伯�������Բ�����ʹ������ά����ȫ�ɿ��ر�����������ץס[6]����2��ƤȦ��ǰ����֮���װ���������������Ӳ������ѹ����Ҳ���Եõ�����Ч������ϧ���Ǽ��������밲װ����ǣ�����ڣ�����Ħ����ת�Ƶ���ά�ϣ�����ǣ����̡����ȴ�ļ������������ò��㣻����С�ļ�������Ҫ���Եظ���ǣ����̣�����ɴ����������3�����ÿ������������ǽ��������������������ķ�������������ʹ����͵Ŀ���Ϊ��������ǣ�����֮��ɴ�߳���֮ǰ���С���ͼ2��ʾ�������������������ʱ�ѱ�÷dz���խ��B��b����ֵ����0���Ӷ������˼�����������ʵ���ϣ���������ļ���ɴ������һ���µı�����ɴ���У�������ά֮���ƽ�����ж��Ҿ��ȼ�����һ��ÿ����ά����ɴ�ߵ������������ס�
3 ���۷ĵļ��۹��̼���������[7][8]
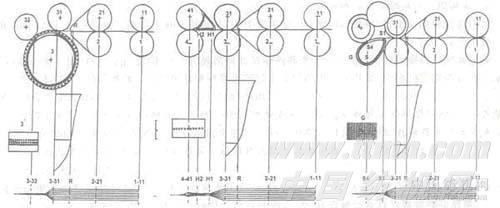
������Ŀǰ���۷�ɴ�豸���������ݼ��۵�ԭ�����Խ��������ͷ�Ϊ���࣬ͼ3��4��5�ֱ��ʾ�������͵ļ��۷ġ�
ͼ3 Rieter���۷�����ά���ļ��� ͼ4 Zinser��MAL���۷�����ά���ļ���
ͼ5 Suessen���۷�����ά���ļ���
3.1 A�ͼ��۷�[2][7][8][9]
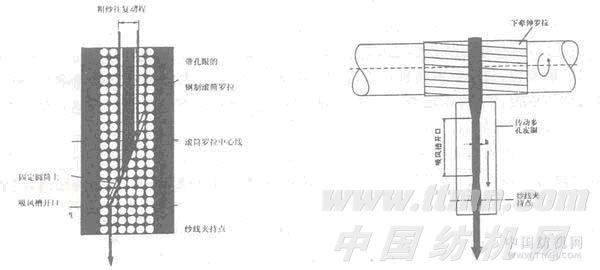
�������༯�۷�ɴ������ͼ6��ʾ����ά�ļ���������������ƤȦǣ��ϵͳ�ĺ��档ǣ��ϵͳ�е�ǰ������һ�����ĸ��ƹ�Ͳ�����������Լ��80Ŀ/cm2�������档��Ͳ������һ�̶�ԲͲ��ת���̶�ԲͲ��Ӧ��������������б���ۣ�ԲͲ����װ��һ���ܲ���������ѹ�ij���ϵͳ�����������汻���롣��ǣ��ϵͳ�ճ��߳�������ά�����ȵ������������ڹ�Ͳ�����ı��沢�Թ�Ͳ����Բ���ٶ��˶����ڶ�����Ƥ��Ҳѹ�ڹ�Ͳ�����ϣ���ǯ���ճֲ���������۵���������ɴ�Σ�������������ʧ�����۹�����ͼ3��ʾ��
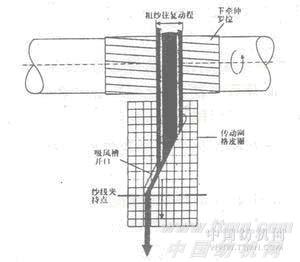
ͼ6 A�ͼ��۷�ԭ��ʾ��ͼ ͼ7 B�ͼ��۷�ԭ��ʾ��ͼ ͼ8 C�ͼ��۷�ԭ��ʾ��ͼ
ͼ6�У�lһ��������1lһ��������ѹƤ����2һ����������21һ����������3һ�̶�ԲͲ��31һ��һ��ѹ������32һ�ڶ���ѹ������RһƤȦǯ����
ͼ7�У�1һ��������11һ��������ѹƤ����2һ����������21һ����������3һǰ������31һǰ������ѹƤ����4һ���������41һ���������ѹƤ����H1��H2һ����ֱ�۵������˵�
ͼ8�У�1һ��������11һ��������ѹƤ����2һ����������21һ����������3һǰ������31һǰ������ѹƤ����4һ�����ѹƤ����Sһ�������ܣ�S1��S4һ�����������۵������˵㣻Gһ����ƤȦ
A�ͼ��۷ľ��������ص㣨��ͼ6��ʾ����
��1����31��32�����ڹ�Ͳ��������������ѹ����ά���м��ۣ�
��2���ɷ���ά����̳��ȣ���ƤȦ����ǯ����R��ǰ����ǯ����3��31֮��ľ��룬�ܵ���Ͳ����ֱ�������ƣ�
��3������ά�������㹻��Ӳ���Է��������ά�ڼ��۹����б��������ߣ�
��4������������31��32�ɹ�Ͳ������������3��31��3��32֮�������û������ǣ�죻
��5������ۺ������˶������һ��б�Ƕȣ����������۵���������������������ת�����Ӷ���֤��άͷ����ȫ����������
��6����������ֱ���������ǯ���ߣ������������ɼ�����С��
3.2 B�ͼ��۷ģ���ͼ7��ʾ��[2][7][9][10][11]
��������һ���������������������������۵Ĵ��ʹ���������һ��ǰ��������ɡ����ʹ�Χ�������������������ת���������µ�һ�濪��ֱ�ۣ�������װ�����ܣ�����������ѹ����Ӧ����ֱ�۵Ĵ��ʹ������µ�һ���г�������������Ŀ���������ά��Լ����ʹ��Ŀ��۱����������ڣ��Ӷ�ʹ��ά�����������ڴ��ʹ��ϱ��������������۹�����ͼ4��ʾ�������۵�������������ɴ��ʱ��������������ʧ��
B�ͼ��۷ľ��������ص㣨��ͼ7��ʾ����
��1��H1��H2֮�䣬����������������۵Ĵ��ʹ���ƤȦ�����������ĸ�ѹ���������м��ۣ�
��2�����۷ĵ�ǣ�졢����װ�÷���Ŀǰ�ı����Կɼӹ�����άû���κ����ƣ�
��3������������û�м�С��������ij̶ȣ���Ϊ��H2��4��41ǯ����֮��������Ѽ��۵�����������ʧȥ���������Ӷ�ʧȥһ������ǰ�Ѽ��۵�Ч������άԽ�̣�������ļ�����������Խ���أ�
��4������۲��ܺ�����ǰ���ķ����һ��б�Ƕȣ�����ʱ��������������������ת����άͷ�˲�����ȫǶ�������ڣ��Ӷ�Ӱ���ɴ��ë��
��5����ǯ����3��31��4��41֮�䣬�ɶ�����ʩ������ǣ�졣
3.3 C�ͼ��۷�[3][7][8][9][12][13]
��ͼ8��ʾ��ԭ�л�����ɴ��ǣ��װ�õijߴ���ղ������ֲ��䣬��ǰ����ǰ��������һ����װ�á�����װ�������ν������ܡ�����״���Ȧ�����ϵĿ���33000Ŀ/cm2�������������ɡ���Ӧÿ��ɴλ�������ϲ���һ���ۣ����۳����������Ͷ��Ȧ�ĽӴ��������Ӧ�����ں����һ������б�Ƕȡ���Ȧ�����������棬�����������Ħ��������ǰ�������������������С��Ȧ��ͨ�����ų������ӣ������һ���Ϊ����ǰ������������������ٴ�����Ȧ����������Ľ�������Ȧ֮���Ħ��ϵ���ȶ��Ȧ������֮���Ħ��ϵ����Լ10�����ϣ��Ա�֤���н�Ȧ��ͬ�����ٶ����С������м���ĥ��Ϳ�㡣���ν��������ڲ����ڸ�ѹ״̬���������뿪ǰ����ǯ��ʱ���ܿ�����ѹ���ñ���������Ӧ��б�۲�λ�Ķ��Ȧ�ϲ���ǰ�ƶ����������ǯ�ڡ����������ڵ���ά�ڸ�ѹ�����»��༯����һ���������ֱ����ǰ�����Դ�һ�㣬Ŀ�����ڼ��۹�����ͬʱ������������������������ά��ֱ�Ա�֤������ѵļ���Ч��������������ǰ���ķ�����һ������б�Ƕȣ������ƶ�ʱ������������������������ת�Ӷ�ʹ��άβ�˽�����ɴ���ϡ����۹�����ͼ5��ʾ��
���ڲ�ͬԭ�ϺͲ�ͬ��ϸ��ɴ�߿��ò�ͬ���۳��Ⱥ�б�ȵ�����[9]���Դﵽ��ѵ��������������Ȧ���ü�Ϊ��ĥ�IJ����Ƴɣ������в�ͬ�Ĺ�����ô�ϸ��ͬ��ɴ֧��
C�ͼ��۷ľ��������ص㣨��ͼ8��ʾ����
��1�������ιܵ�S1��S4��������ƤȦG����������ѹ���������м��ۣ�
��2��ǣ�졢����װ�÷���Ŀǰ�ı����Կɼӹ�����άû���κ����ƣ�
��3�����ڼ���Ч��ֱ���������ǯ����S4�������������ɼ�����С��
��4����ǯ����3��31��S4֮��ļ������ڣ�����ǣ��ʹ��ά����ʵ�����ֱ��ƽ��ȡ�����ڼ�����������������
��5�����ι��ϵ���б�����ܹ���֤�������ڵ�����������������ת��ʹ��άͷ����ȫǶ�������ڡ�
3.4 ���ּ��۷ıȽ�[2][9][11][12]
��� �� �� A�� B�� C��
1 ��������ֱ�����ǯ�� �� �� ��
2 ����������б������ǰ���ķ������ �� �� ��
3 ���ۺ�����ǣ���ͬʱ���� �� �� ��
4 ǣ��װ�õļ��νṹ�����ӹ����ˡ����ˡ�������












