ժ Ҫ���ڼ�Ҫ���ܶ������غ���ԭ���Ļ����ϡ��ص���������̨����Ƕ�˶����ƹ��ܵ�20PMϵ��PLC��ʵ�ֺ��ӹ켣����������ƫ��Բ�岹ƽ̨���ƣ�����������̡�
�ؼ��ʣ�DVP20PM00D �˶����� ���������岹 ���غ���
1 ����
����������Ľ������ӹ��ա��ֹܹܼ������غ������ڵ����ֹܵĺ��Ӻͷ�֧�ֹܵĺ��ӣ�ʵ�ֹ��չ��̵��Զ��������ں��ӹ��յľ��ܼӹ�����ʮ����Ҫ�����塣
�ֹܹܼ����غ��ӵĺ��������Ǻ��ӵ��˶��켣���ƣ��豸�����ͼ1��ʾ�����غ�ǹ���ݹ��ռӹ�Ҫ��ʵ������ǰ��2���˶����ơ����عܼ��о�ƽ̨���ڹ̶���Ҫ���ӵĸֹܣ����������������ˮƽ����ת��ͬʱƽ̨����������X-Yƽ���ϣ���Xˮƽ��Y��ֱ��Բ�����˶�������3���˶����ơ����������عܼ��о�ƽ̨3���˶��������Ϊ�������ں�ǹˮƽ�ʹ�ֱ���Ӳ�������
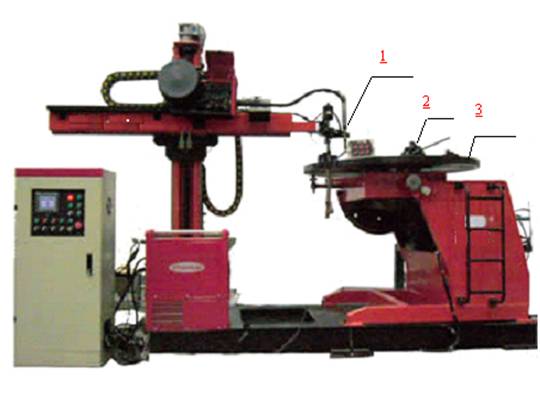
ͼ1 ���غ��ӻ�
2 ���ع��շ���
2.1 �����ֹܺ���
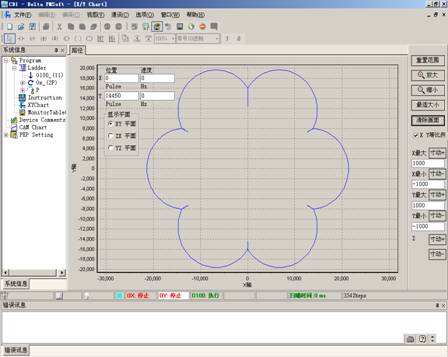
�����ֹܺ��ӱȽϼ�ֻ���м�о���һԲ���˶�����,����˶�����Ϊͬ��Բ����ͼ2��ʾ��
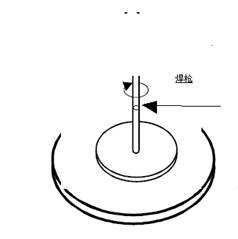
ͼ2 �����ֹܺ���
2.2 ��֧�ֹܺ���
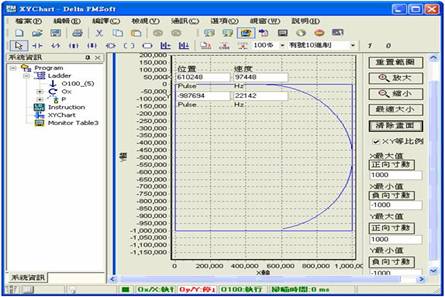
ͼ3Ϊ��֧�ֹܵĺ��ӣ��ں��ӹ����У�����Ҫ���м�о�Ҫ��Բ���˶�������X-Y,ƽ̨ҲҪͬ��������ת��������ɷ�֧�ֹܵĺ��ӣ�����˶�����Ϊƫ��Բ��Ҫ������ϵͳʵ������������岹����ͼ4��ʾ��ƫ��Բ���ӹ켣�Ŀ��Ƹ��ӳ̶�ԶԶ����ͬ��Բ�켣��
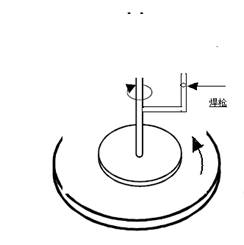
ͼ3 ��֧�ֹܵĺ���
ͼ4 ���غ�ǹ�����������岹�켣
3 20PM�˶�����PLC�������
3.1 �˶�����PLC���
̨��DVP-20PM00D��һ������˶�����ר�ù��ܵĿɱ�̿�������DVP-20PM00D������ص���PLC����ֱ���ṩ�����ֹ��ܣ�����˵DVP-20PM00D�����õ����ֹ��ܵ�PLC,������Щ����ֱ�ӳƺ�DVP-20PM00DΪ̨��20PM�˶���������
20PM����2·500KHz��������������ڵ����ֹ����ж���X��Ϊ���ᣬ������������Ϊ���ᣬ�������CAM Table�������ݶ�������߸��������˶������ø���˫CPU�ṹ��ʽ�����ö���CPU�����˶������㷨�����Ժܺõ�ʵ�ָ����˶��켣���ơ����������ƣ�ֱ��/Բ���岹���Ƶȣ��������عܼ����ӻ�����������20PM�˶��������ĵ����ֹ��ܺܺõĽ���˸��ӹ켣���Ƶ����⡣20PM����Ҫ�ص㣺
��1��20PM�����ڸ��١��߾��ȡ��߸��ӵ��˶����Ƴ��ϣ�
��2�������ִ�м��ж϶�λ��
��3��64K ������, ����Flash�洢�壻
��5�����������������������������500KHz��
��6��������ҡ�ֿ��ƣ�
��7�����õ����ֹ��ܣ�����ʵ�����ߡ��ɼ�������Ӧ�ã�
��8��֧��PLC˳�������Ƽ�NC����(G ����M��)��
3.2 �˶����ƽ������
������Ʒ�������������̨��20PMϵ���˶�����PLC������20PM00MΪ�ں�������˶����ƹ��ܵ�PLC��ʵ�ֹ����о�ƽ̨���Ḵ�������岹ƫ��Բ���ӹ켣, ���ڳ���PLC����ȫ����������ġ�

ͼ5 20PM00M����ԭ��
3.3 �˶����Ʊ��
20PM֧�ֵ�G ���빦�����£�G0 ���ٶ�λ��G1 ˫�����������ֱ�߲岹��G2 ˳ʱ��Բ���岹���趨Բ��λ�ã���G3 ��ʱ��Բ���岹���趨Բ��λ�ã���G2 ˳ʱ��Բ���岹���趨�뾶���ȣ���G3 ��ʱ��Բ���岹���趨�뾶���ȣ���G4 ͣ��ʱ�䣻G90 �趨��������ϵͳ��G91 �趨�������ϵͳ��
DVP20PM��ɫ��64K����������,100���˶��������㲻ͬ�ӹ�������20PM����������100���˶��켣��ͬʱ����64K�ij���������Ԥ�Ƚ���Ҫִ�еĸ��ֲ�ͬ�������ߵ�G��洢��PLC�У�����Ҫ�ӹ�ij�ֹ��ʱ�����Բ����ı���ʾ�����������������á�֧��G���ֱ�ӻ��룬������CAM���������ı���ʽ��G�������PMSOFT�Ļ���˵�ֱ�ӻ��뵽PLC�˶������С�Ҳ��ͨ��HMI,����U�̵����ı���ʽ��G�롣֧����ҡ��Ӧ�ã�����һЩ�ֶ��ĵ������߱�����ԭ�㷵��ģʽ����20PM�ڴ��м�����ԭ����书�ܣ�ֻҪ�趨�˵���ԭ�㣬��ʹ�豸�ϵ磬���´��ϵ��Ҳ���������ҵ�ԭ��λ�á�������EH2��������������ģ�飬20PM����������ã������Խ���EH2��������Ϊר�Ŷ�λ��չģ�飬Ҳ������Ϊ��������������ģ�����������ģ�顣֧��PLC˳�����Լ���λ����(G ����M�룩��ʵ����ͨ��PLC�����ؼ�����һ��������ϡ������˶��켣�����߷��湦�ܣ���ʵ�ʼӹ�ǰ���ø���ܿ��Լ���˶������Ƿ�������⣬�ɼ�ʱ������ٴ��������μ���ͼ��
4 ƫ��Բ���ӹ켣���
4.1�ϵ������ʼ��
��X,Y,Z�Ļ�е����������ǹ�������ᣬǰ�����е�����������üĴ������磨D1818,D1820,D1898 D1900;�ȣ�����ͼ6��ʾ��
ͼ 6�ϵ������ʼ��
4.2 �ֶ��̿�
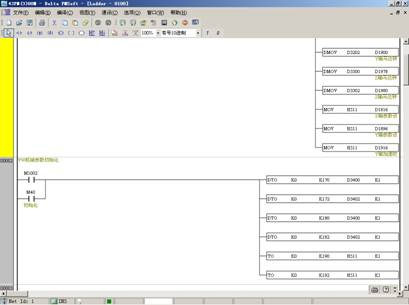
�ֶ�����X,Y,Z�ᣬ����ǹ�������ᣬǰ���ᡣ�ȰѸ�����ֶ��ٶȵȲ���д����ؼĴ�����ͼ7��ʾ��ͼ8Ϊ���ֶ�����ŵ��������ص�����Ĵ�������Ҫע�����20PM00M�����˶�������Ϊ������20PM00D�����˶���������Ϊ��չģ�飬����֮���ͨ��ͨ��FROM,TOָ����ж�д��������CR0-CR199,��Ӧ��չ��D1500-D1599��
ͼ7 �ֶ��ٶȲ���
ͼ8 �ֶ��������
4.3 �Զ�����
�����䷽���ܣ����䷽1��Ϊ����1��Ϊͬ��Բ���ٶ�Ϊ4���뾶Ϊ20���Ƕ�Ϊ30��Ҳ��D2000=1,D2002=40,,D2004=200,D2006=300,
���䷽2��Ϊ����2��Ϊƫ��Բ���ٶ�Ϊ4.8���뾶Ϊ21���Ƕ�Ϊ40��ƫ�ľ�Ϊ58,Ҳ��
D2000=2,D2002=48,,D2004=210,D2006=400,D2008=580
��O100ѭ�������и���
D2000������ֵ,�ֱ���ò�ͬ���˶��ӳ���
�˶��ӳ���������
D2000=1,����OX1,Ϊͬ��Բ����,G00 ZD3000 FD3002(D3000Ϊ���ݽǶȰ뾶����D3002Ϊ�ٶ�)
D2000=2,����OX2,Ϊƫ��Բ����,G02 XD3010 YD3012 ZD3014 RD3016 FD3020(D3010,D3012Ϊ���ݽǶȰ뾶���������D3020Ϊ�ٶ�)
D2000=3,����OX3,��ǹ��ֱ����
D2000=4,����OX4,ƽ̨ˮƽ�˶�
ͨ���䷽���ܿ�ʵ������Ĺ���,�����䷽10,Ϊ����10,Ϊƫ��Բ���ٶ�Ϊ5.8���뾶Ϊ31���Ƕ�Ϊ60��ƫ�ľ�Ϊ50,Ҳ��
D2000=2,D2002=48,,D2004=310,D2006=600,D2008=500
����������л��Զ�������ص��˶��ӳ�����ز�������ͼ9��ʾ��
ͼ9 �Զ�����
5������
̨��DVP20PM00D��Ʒ��һ��ͬʱ���������ƺ�λ�ÿ��ƵĹ���ǿ���PLC�����������١���ȷ�����ƽ�����ἰ�����˶����ƣ� DVP20PM00D��ɫ�Ŀ��ƹ��ܾ������õķ�չǰ�������Թ㷺Ӧ����ľ����е�����ӻ�е���и��豸�Լ��뵼��ӹ��豸�ȵȣ�����Һ����Ƭ����˫�����������ӹ켣�ء��㽺�켣���ơ����������괲�������и���ȹ㷺�Ļ����������












