�ӱ�̫�л�е��ҵ����˾ ������ ʷ����
�д��ͨ��������ҵ�� ������
������Ҫ���ͻ���̨���Զ�����Ʒ�ڴ�ɴ���ϵĸ����ܿ������Դ�ɼ��ᵲ�����Ͷ�ǿ�ȡ���ʹ��ɴ���������������Ʒ��������“һ������”��
һ�� ����
��ʮ���������ҹ���֯��е��ҵ���Զ���ˮƽ�������Ե���ߣ������ͷ�֯��е���ձ�������Զ�������������������ݰ������Ƚ�����Ϣ�����Ϳ��Ƽ��������Լ����Ϊ���ģ���PLC�����ػ�����Ƭ�����˻����桢�ֳ����ߵ���ɵĿ���ϵͳ���Ƚ��������������б�Ƶ���١������ŷ�����������ȣ����м�����ִ�л����ȡ���֯�豸���д����ԵĻ���һ�廯��Ʒ���������͵Ĵ�ɴ����Ӧ�����Զ�����������������ܸ��ƣ�������ߣ��������㣬�������豸�ĵ��κ�ˮƽ�����ô������˻����棬�������㡣��Ƶ���ٽ������豸���������ʣ������˻�е��ģ���������ҵ����ʿ�Է�֯���յĸ������˽⣬��ɴ���Ĺ��ܸ��ӵ����ƣ�ʹ������ɴ���Ƚ��ڴ�ɴ�������ʺ��ڹ���Ӧ�á�
���� ̨���Զ�����Ʒ�Ľ���
�����Զ�����Ʒ�ķ�չ��̨�����ɵ�һ�ı�Ƶ�������з����ҷ�չ��������Ϊ�ͻ��ṩPLC���¿��������������˻����桢��Ƶ���������ŷ�������������ϵͳ�ȶ�Ԫ����Ʒ����ұ�𡢷�֯��ҽҩ�ȼ�ʮ����ҵ���и��㷺��Ӧ�á������ڷ�֯��ҵռ���˺ܴ���г��ݶ�ӱ�̫�зĻ���˾��������֯��е��רҵ��ҵ���ж��ֻ��Ͳ�����̨����������——�����FA298A��������FA361A����ɴ��FA421A/THFA4421��ϸɴ��FA561A�ȹؼ���֯�豸����Ϊ����Ʒ���ṩ�˼�����֤��Ҳ��������ҵ�IJ�Ʒ��ֵ���ۺϾ�������
���� ϵͳ�����ļ��
3.1 Ӳ������
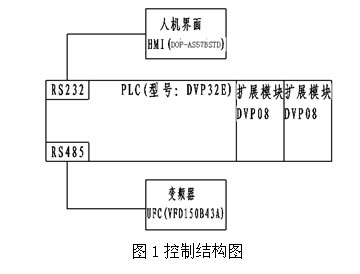
��1�����Ƶĺ��IJ�����PLC������������ϵͳ���ž������ص����ã�ѡ�͵�ʱ��Ҫ������洢�����ʹ����ٶȡ����ݿ���Ҫ����Ҫ������24�㡢���24�㣬������Ҫ����ͨѶ�˿ڣ���һRS485ͨѶ�˿�������ʱʱ����Ƶ�ʣ����ﵽ�����ʱʱ�ٶȿ��ƣ���Ҫ���ݷ�ɴ����Ҫ��д���Ƶ���IJ��������������λ����������HMI������ʵ���˻��Ի�����������Ҫ��ѡ��Ϊ��ģ��DVP32E������1��������չģ��DVP08������2������
��2�����ϼ���������ʵ�ʹ���Ϊ8-9kw��ÿ̨�豸��װʱ�Ļ�е��϶��һ���������豸��ʵ�ʹ���Ҳ������ͬ����ѡ��10kw�ĵ����������Ƶ��ѡ��ΪVFD150B43A����ѭ�ʵ��Ŵ��ԭ������������Ч��һ�����豸���������ʱ���ڻ�еû��ĥ�Ϻò���������
��3���˻������ѡ�����Ҫ�������˻���������Ҫ;����ÿ���豸���˽Ӵ����ľ����˻����棬������Ҫ���������ۣ����һ�Ҫ���ã��ڷ�ɴ�����������Ƚ϶��ӵ�������24Сʱ�ܹ��������ϳ�ʱ�����С�̨��DOP57STD����Ϊ����˫ɫ��ɫ����ͣ��Լ۱ȸߣ��Ǹ��ܲ�����ѡ��
��4�����ƿ�ͼ
3.2 ���ܽ���
��80����ҹ�������ɴ���Ѿ��㷺��Ӧ���˱�Ƶ���ټ���������ʱ����PLC�ڷ�֯����û�кܹ㷺��Ӧ�У������ڴ�ɴ��������Ҳû������Ŀ��������Ź��ز�Ʒ�������ܵ���ǿ�ͶԷ�֯���ո�������˽⣬��ɴ���Ĺ��������µĿ�����
��1��ͨѶ����д��
��Ȼ�ִ���Ƶ�������㷺���ƹ㣬��������Щ��ɴ���ļ��������������Ա�Ƶ���IJ����趨��һ�����Ѷȣ���֯���յı䶯��������Ҫ�豸�������ҵļ�������ʦ�����ģ������ȵ������������������ۺ����ɱ���������㿼�ǿ����ı�Ƶ������ͨѶд�룬ֻ�����˻������IJ��������д�뼴�ɡ��ȷ����н����˲����ѵá�
��2�� ��λͣ��
�ڴ�ɴ����ͷ����ɴ��ͷʱ������Ҫ�Ѷ���ͣ��һ���̶��ĽǶȣ����������������ڲ����������ڵĴ�ɴ����û�ж�λͣ�����ܣ���Ҫ�������ֶ�����������ִ������������ɴ�ߵ����������ƻ������ײ���ϸ�ڡ���λͣ�����ܾ��ܽ��������⣬����ɴ��ɴ����ͣ��ͣ��ʱ������ͣ��һ�����ڽ�ͷ�ĽǶȣ��������ֶ���������������Ͷ���ȣ�����˷�ɴ������
��3��������
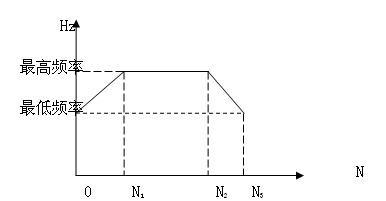
���ڶ���ͨ�����ٶȵı仯������Ħ�����Dz�һ�����ٶȵĴ����Ծ���ɴ�ߵ����������ܴ��Ӱ�죬�������Ǹ��ݷ�֯���յ�Ҫ����Сɴ����ʱ�ĵ������Ƶ�ʣ���ɴ���٣���ɴ�Ľ����ٶȣ�ÿ�θ��ݻ������������С��Ƶ�ʣ��DZ仯Ƶ�ʲ���ɶ�ɴ�������ĸ���Ӱ�졣
�ġ� ��������
��1���˻�����Ŀ���
�˻����濪��Ҫ��ѭ�����ˣ����ڲ�����ԭ��ʵ�����ݵļ�أ���Ҫ�������ӻ��桢CCD�������ƻ��桢���п��ƻ��桢�������û��桢������ݻ��桢�����������ӻ��桢�������档��Ҫ����μ�ͼ2��ͼ3��ͼ4��
1.1���ӻ��棨��ͼ2��
���ݷ�ɴ����Ҫ����Щ����Ҫ��ʱ�ܲ鿴������һ��ɴ������ɴ��������ɴ�ٶȡ�����ת�١�����ת�ٵȣ�����Щ���ݷ���ͬһ���淽��鿴��

1.2���п��ƻ��棨��ͼ3��
��ɴ�����еĿ��Ʋ��������ڴ˻�����ʵ�֣��������㶯��ֹͣ����ɴ���Զ���ʵ�֡�

1.3��Ƶ������д�뻭�棨��ͼ4��
���úõı�Ƶ���������“��Ƶ����������”��˰�ť�ͻ���ʾ“���������С�����”���ȴ���Լ10�����������ϣ���ť״̬�ָ���

��2��PLC����Ŀ���
���չ���Ҫ����ܵĹ�˼���滮��ÿ�����������ĺ������dz���ı��ƣ����ǵ�����������Ϳ�������ļ�����ԣ��ó������Ӧ�����ӳ�����ֿ�ṹ�����������ĺͲ��ҡ�P0����Ƶ������д��,��ִ�б�Ƶ������д��ʱ���ø��ӳ���P1����ʱ����Ƶ�ʣ���Ƶ�����Ƶ�ʸ��ݴ�ɴ������������������������������任�ٶȣ�
P2����ɴ���Զ��������յ���ɴ�źź�����ɴ���Զ��ӳ�����Ƥ���ź� → �ɽ�Ƥ����������� → ��Ƥ����λ�ӽ������� → ��Ƥ�����ֹͣ��ת → ���������ת��λƤ�� → Ƥ����λ�г̿��ش� → �������ֹͣ��ת → ������������������� → ���������λ → �������������ֹͣ��
P4��������֤������Ҫ������빤�ղ������û��棬���ò���ʱ����������֤�ӳ���������֤ͨ�����ܽ��롣
�塢 ������
���Ź��ز�Ʒ�ĸ�Ч�������Լ�������ֵ�������ߣ���֯��е�Զ����̶�ҲԽ��Խ�ߣ�����Ƶij����㻹Ҫ���û�������Ϊ����������Ӧ�ڲ�����ϵͳӲ���Ļ����Ͼ�����������Ϲ�����ʵ�õĹ��ܣ�ʹ�ҹ��ķ�֯��е�����ˮƽ��չ��












