ÄÚÈĘÌáÒȘ: Łš5900ŚÖŁ©
ŽÓ1999Äê°ÍÀèčúŒÊ·ÄÖŻ»úĐ”ŐčÀÀ»áÉÏŐčłöÁËÉúČúœôĂÜÉŽ”Ä»·¶§ÏžÉŽ»úÒÔÀŽŁŹ(ÆäČÎŐčÉÌÓĐ”ÂčúĐśÉč«ËŸĄąÇàÔóč«ËŸĄąÈđÊżÁąŽïč«ËŸ”È)ĄŁœôĂÜÉŽŁšcompact yarnŁ©ÒČœĐÄęŸÛÉŽ Łšcondensend yarnŁ©ŁŹ»òłÆŃčËőÉŽŁšcompressed yarnŁ©ĄŁœôĂÜÉŽżÉÓëÆŐÍš»·¶§ÉŽË«čÉÏߌ°ÍŹÖ§Ÿ«ÊáÉŽ”ÄÇżÁŠÏàœü ĄŁÓÉÓÚœôĂÜÉŽ”Ä”„ÉŽÇżÁŠžßŁŹżÉÊÊ”±ŒőÉÙÉŽ”ÄÄí¶ÈŁŹžÄœűÖŻÎïÊ֞УŹŒőÉÙÉŽÏßĂ«ÓđŁŹžÄœűÖŻÎïÓĄÈŸĐ§čûĄŁœüŒžÄêÀŽÎÒčúÒŃÓĐÁËœÏżì”Ä·ąŐč,Žó¶ŒÊÇÔÚčúČúϞɎ»úÉÏÀûÓĂĐśÉč«ËŸ”ÄœôĂÜ·ÄŚšŒțœűĐОČ°,ЧčûČ»Ží.ÎÒčúÒČÓĐÒ»Đ©·Ä»úł§ÉúČúœôĂÜ·ÄĆäŒțÔÚčúČúϞɎ»úÉÏœűĐОČ°,ŽËÍâÒČÓĐÓŠÓĂËÄÂȚÀÊœ”ÄœôĂÜ·Ä»úččžÄŚ°”Ä,ČúÆ·ÖÊÁżșĂ.2007Ä»ÄáșÚITMAÉÏŐčłö”Ä»·¶§ÏžÉŽ»úŒžșőÈ«Čż¶ŒÊÇœôĂÜ·ÄÉŽ»úĄŁ±íĂśœôĂÜ·ÄÉŽ»úÊÇ»·¶§·ÄÉŽ»ú”Ä·ąŐč·œÏòĄŁ
čŰŒüŽÊ: œôĂÜ·Ä,Com4œôĂÜ»·¶§·ÄÉŽŒŒÊő. EliTeĐÍœôĂÜ·ÄÉŽŒŒÊő. ËÄÂȚÀ»ęŒ«Ž«¶Ż”Ä·œÊœœôĂÜ·ÄÉŽŒŒÊő
Ò». Ž«Íł»·¶§·ÄÉŽ”Äȱ”ăŒ°œôĂܷĔķąŐč
1. ÔÚŽ«Íł»·¶§·ÄÉŽÇŁÉìŚ°ÖĂÖĐŁŹÔ€ÇŁÉìÇű”ÄÇŁÉìÁŠœ«ŽÖÉŽœâÄé ŁŹŸÖśÇŁÉìÇű”ÄÇŁÉìŁŹœ«œâÄíșó”ÄÏËÎŹÊűÀÏž”œËùĐèÒȘ”ÄÏž¶ÈŁŹČąÊčÏËÎŹÊűłÊÏÖÒ»¶š”Äżí¶ÈŁŹŐâʱÏËÎŹÊűÖĐÏËÎŹÖźŒä”ı§șÏÁŠ»ù±ŸÏûłęĄŁÒòŽËŁŹÔÚÀëżȘÇ°ÂȚÀÇŻżÚŽŠ”ÄÏËÎŹÍêÈ«łÊËÉÉą¶űÎȚżŰÖÆ”ÄŚŽÌŹŁŹÔÚ”œŽïŒÓÄí”ăÖźŒä”ÄÒ»¶ÎŸàÀëÖĐĐÎłÉÒ»žö·ÄÉŽÈęœÇÇűĄŁÔÚ·ÄÉŽÈęœÇÇűÖĐÏËÎŹŒžșőÍêȫʧżŰŁŹ·ÄÉŽÈęœÇÇű±ßÔ”ÏËÎŹÔÚŒÓÄíÖźŒäŁŹÓДĻáÍŃÀëÖśÌćĐγɷɻšŁŹ»òÏËÎŹÒ»¶Ë±»ÄíÈëÉŽÌ棏ÁíÒ»¶ËĐÎłÉĂ«ÓđĄŁÒòŽËŁŹ·ÄÉŽÈęœÇÇű¶ÔÉŽÏß±íĂæĂ«Óđ”ÄĐÎłÉŒ°ČúÉú·É»šÓĐÖŰÒȘÓ°ÏìŁŹŸĘČâÔŒÓĐ85%”Ä·É»šÊÇ·ÄÉŽÈęœÇÇűČúÉú”ÄŁŹÉŽÏßÉÏ”ÄĂ«ÓđÒČÖśÒȘÊÇÒò·ÄÉŽÈęœÇÇűŽæÔÚ¶űĐγɔĥŁ
ÔÚŒÓÄíčęłÌÖĐÏËÎŹÊÜŚĘÏòŐĆÁŠŚśÓĂŁŹ·ÄÉŽÈęœÇÇűÍâČà”ÄÏËÎŹÊÜ”œŐĆÁŠŚîŽóŁŹÈęœÇÇűÖĐŒä”ÄÏËÎŹËùÊÜ”ÄŐĆÁŠœÏĐĄĄŁÒòŽËŁŹŒÓÄíșó”ÄϞɎÖĐÏËÎŹÊÜ”œ”ÄÔ€ŐĆÁŠČąČ»ŸùÔÈÒ»ÖÂŁŹÊčÏÂÓÎč€Đò”ÄŒÓč€ÒÔŒ°ŚîÖŐČúÆ·ÔÚłĐÊÜŐĆÁŠžșșÉʱŁŹÔ€ŐĆÁŠŽó”Ä”„ÏËÎŹ»áÊŚÏÈ·ąÉú¶ÏÁŃĄŁÓÉŽËżÉŒûŁŹÔÚÉŽÏߔĿč¶ÏÁŃÖĐȹȻÄÜ·ą»ÓËùÓĐÏËÎŹ”ÄŚśÓĂŁŹÊčÉŽÏ߶ÏÁŃÇżÁŠŽïČ»”œÓŠÓĐ”ÄËźÆœĄŁ
ŽËÍâÔÚŒÓÄíčęłÌÖĐŁŹŽÓ·ÄÉŽÈęœÇÇűÉąÂä”ÄÏËÎŹČ»œöÓ°ÏìÉŽÏß”ÄÎïÀíĐÔÖÊŁŹ¶űÇÒÒČÓ°ÏìÁË·ÄÉŽ”ÄÖÆłÉÂÊĄŁ
2. ¶ÔÈçșÎËőĐĄ»òÏûłę·ÄÉŽŒÓÄíÈęœÇÇűÎÊÌ⣏ÒȘÈ·ÁąÁœÏîÔÔòŁșÒ»ÊÇÊŐËőÈęœÇÇű”ÄŚśÓñŰĐ뱣łÖŽï”œÇ°ÂȚÀÎŐłÖÇŻżÚÏߣŹ¶țÊÇÊŐËőÁŠ±ŰĐëœöœöÔÚÇŁÉìčęłÌÍêłÉʱŒ°Ê±ÓĐЧ”ŰłöÏÖŁŹČ»»áČúÉúžșŚśÓĂĄŁŸ·ŽžŽŃĐŸżŁŹÖŐÓÚÔÚϞɎ»úÉÏÍêłÉÁËÏûłęŒÓÄíÈęœÇÇű¶űÓÖ·ûșÏÉÏÊöÁœÔÔò”ÄŒŒÊőÍ»ÆÆŁŹÊ”ÏÖÁËœôĂÜÉŽÏߔķÄÉŽĄŁ
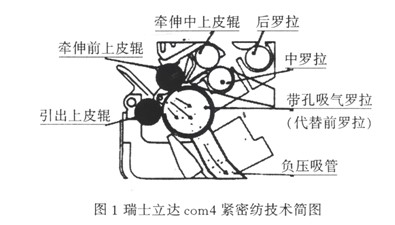
3. ÈđÊżÁąŽïč«ËŸ”Äcom4Ąą”ÂčúĐśÉč«ËŸ”Ä EliTeĄąÇàÔóč«ËŸ”ÄAircomŒ°ÈŐ±Ÿ·áÌïRX240NEW EST”ÈœôĂÜ·ÄÉŽ»ú.łÉčŠ”ŰœâŸöÁËÉÏÊöÆŐÍš»·¶§ÏžÉŽ»ú·ÄÉŽÖÊÁżÎÊÌ⥣œ«ÆŐÍš»·¶§ÏžÉŽ»úœűĐĐÊÊ”±žÄœűŁŹÔöŒÓŽÓÇ°ÂȚÀÇŻżÚ”œŒÓÄí”ă”Ä·ÄÉŽÈęœÇÇűÏËÎŹ”ÄżŰÖÆŁŹÒÔžșŃčÆűÁśŒ°Ò»Đ©ÓĐčŰŚšŒțŚéłÉ”ÄÄęŸÛÇű¶ÔŒÓÄéÇ°·ÄÉŽÈęœÇÇű”ÄÏËÎŹœűĐĐÍêÈ«ÓĐЧ”ÄżŰÖÆŽÓ¶űÏûłęÁË·ÄÉŽÈęœÇÇű(ŒûÍŒ1ÍŒ2)ŁŹÉúČúłöĐÂĐÍžßÖÊÁż”ÄœôĂÜ»·¶§ÉŽĄŁÎÒčúÓĐĐ©·Ä»úł§ÔÚÏû»ŻÎüÊŐčúÍâœôĂÜ·ÄÉŽŒŒÊő”Ä»ùŽĄÉÏÒŃżÉÉúČúÀàËÆĐśÉEliTeĐÍœôĂÜ·ÄÉŽŒŒÊőŚšŒțÓĂÓÚ¶ÔÎÒčú»·¶§ÏžÉŽ»ú”ĞČ°ŁšÈç”ÂČę·Ä»ú”ÈŁ©žüżÉÏČ”ÄÊÇÎÒčú»čÓĐÍŹșÍ·Ä»úč«ËŸŒ°»Ș·œżÆŒŒÓĐÏȚč«ËŸÒŃżȘ·ąÉúČúÁËÀàËÆ·áÌïestËÄÂȚÀ»ęŒ«Ž«¶ŻÊœ”ÄœôĂÜ·ÄÉŽ»ú”Ä»účč,č©ÓŠĂȚ·Äł§žÄŚ°ÏžÉŽ»ú·ÄÉŽÖÊÁż±ÈÎÒčúEliTeœôĂÜ·Ä”ÄÉŽČ»Č»úččžüŒÓșÏÀíŁŹÉúČúčÜÀí±ÈĐśÉEliTeĐÍ·œ±ăĄąčÜÀí·ŃÓÔͥŁ
œôĂÜ·ÄŒŒÊő”ÄÀíÄîÊÇÍščęžșŃčÆűÁś¶Ô¶Ô·ÄÉŽÈęœÇÇű”ÄżŰÖÆÊč·ÄłÉ”ÄŸßÓĐÉŽÏßĂ«ÓđÉÙ.ÇżÁŠžß,·É»šÉÙŒ°ÏËÎŹÀûÓĂÂÊžßÌŰ”ă”ĔĜôĂÜ»·¶§ÉŽ.ŸĄčÜœôĂܷĔğßÌćŒŒÊőȻ͏”«·ÄłöÀŽ”ÄœôĂÜ»·¶§ÉŽ”ÄÖÊÁż¶ŒŸßÓĐÏàÍŹ”ÄÌŰ”ă..
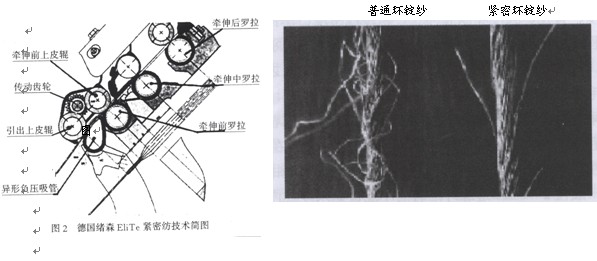
ÍŒ2”ÂčúĐśÉč«ËŸœôĂÜ»·¶§·ÄÉŽŒŒÊő ÍŒ3 ÆŐÍš»·¶§ÉŽÓëœôĂÜ»·¶§ÉŽÍâĐΔıȜÏ
ÆäËüÏó”ÂčúÇàÔóč«ËŸ”ÄAircomŒ°ÈŐ±Ÿ·áÌïRX240NEW EST”ÈœôĂÜ·ÄŒŒÊő»ù±ŸÉÏÓëĐśÉč«ËŸ”ÄœôĂÜ·ÄŒŒÊőÏàÀàËÆ.
¶ț.œôĂܷĔķÄɎЧčû
1 ÓŠÓĂÁąŽïCom4ĐÍŒ°ĐśÉEliTeĐÍœôĂÜ·ÄÉŽŒŒÊő·Äłö”ÄÉŽĂ«ÓđĂśÏÔŒőÉÙŁŹŒû±í1
°ŽÒÔÏÂč«ÊœżŒșËœôĂÜ»·¶§ÉŽ”ÄÆ·ÖÊŁș
œôĂÜ»·¶§ÉŽÆ·ÖÊ=10000/ÉŽÏßÄí¶È×ÉŽÏßĂ«ÓđH x
ÓÉÓÚœôĂÜ»·¶§ÉŽÄí¶ÈżÉÊÊ”±ŒőÉÙŁŹ¶űÇÒÉŽÏßĂ«ÓđHÖ”ÒČœÏ”ÍŁŹÒòŽËœôĂÜ»·¶§ÉŽ”ÄÆ·ÖÊÒ»°ăÔÚ30ŁŹ ÆŐÍš»·¶§ÉŽ¶Œ”ÍÓÚ30ĄŁ
ŽÓ±í1żÉżŽłöŁŹœôĂÜ·Ä»·¶§ÉŽĂ«ÓđșÜÉÙŁŹÓÈÆäÊÇ3mmŒ°ÒÔÉÏł€¶È”ÄĂ«ÓđžüÉÙŁŹŐâÊÇœôĂÜ»·¶§ÉŽ”ÄÒ»ŽóÓƔ㣏ÓÉÓÚÉŽÌć±ŸÉíčâœàŁŹÎȘÏÂÓÎč€Đò”ÄŒÓč€ÉúČúŽŽÔìÁËÁŒșĂ”ÄÌőŒțĄŁ
œôĂÜ·Ä»·¶§ÉŽÒȘ±ÈÆŐÍš»·¶§ÉŽ”ÄĂ«ÓđÔŒŒőÉÙ80
±í1 œôĂÜ»·¶§ÉŽÓëÆŐÍš»·¶§ÉŽĂ«Óđ±ÈœÏ
ŚąŁșAÎȘÆŐÍš»·¶§ÉŽŁ»BÎȘœôĂÜ»·¶§ÉŽĄŁ
|
Ă«Ó𳀶È
Łšm/mŁ©
|
14.7texĂ«ÓđÊę/m
|
7.4texĂ«ÓđÊę/m
|
|
A
|
B
|
A
|
B
|
|
|
| 1 2 ÏÂÒ»Òł |
| ĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄĄŸŽòÓĄÒłĂæĄżĄŸÊŐČŰŽËÒłĄżĄŸŽó ÖĐ ĐĄĄż ĄŸč۱եż |












