���ݼ�顢��ɴ������ɴ�߽ṹ����Ӱ���֯��Ʒ���������أ�������ɴ������Ӧ�úܹ㷺�ķ�ɴ����������������������������Ȼ��ά���ϳ���ά����֧����ϸɴ��������ɴ����������ʮ��ķ�չ���ڷ�ɴ�������Զ������������Ӽ����������ȷ���ȡ�úܴ�ĸĽ��뷢չ�����ܷģ�Compact��������ɴ������1990�������ġ����ܷĻ�����ɴ�����ǶԻ�����ɴ��������Ҫ�Ľ�,���������Ļ���ϸɴ���ϼӹ�����ά��ɴ��ʼ��.ǰ����ǯ���ߵ�ɴ�����֮���Ƿ�ɴ������������������Ƿ�ɴ�����п�����ά���ٽ����㡣һ������ά���ڱ�ǣ����뿪�����γɷɻ�����һ������ά��һ�˱�����ɴ�����һ����ɴ�����γ�ë�������������ά�ĺܴ���˷ϣ�Ҳʹ��ɴǿ���ϵ�,����ɴ�����Ҳ�ë��϶ࡣ�����ܷĵ�ɴ�봫ͳ�Ļ���ɴ�෴��ǣ������ά���ڽ������ܸ�ѹ���������ö��ۼ��ĸ����ܡ�ʹ��ά��ɴ�ṹ������ɴ�����߷��Ƚ�ƽ�еķֲ������ܻ�����ͬ����������ɴ��ǿ���ϸ߶���ë����٣��ɻ�Ҳ�١�
�ؼ��� ���ܷ� ɴ��ǿ�� �����쳤 ë�� ϸ�� �ֽ� ��
���ܷ�ɴ�����ǻ�����ɴ����Ҫ����������ʹ����ϸɴ���������ഺ���� 2007Ļ���ITMA��չ���Ļ���ϸɴ������ȫ�����ǽ��ܷĻ���ϸɴ�����ɼ���չ���ܷ�ɴ�����Ǻ���DZ�����г�ǰ;�ġ������е���칫˾���ڿ������ܷ�ɴ�����������������ɭ��������ȹ�˾���������ܷ�ɴ����Ӧ�г�.�����л�����ͬ�͡��²���������-��̨���ɱ��ȹ�˾�������ܷ�ר����Ӧϸɴ����װ�ɽ��ܷ�ɴ�������������������װ���ҹ����Ļ�����ɭ��˾����������̨�ܷ�ɴ����Ӧ�г���10�������IJ�ʵ���������ܷ�ɴ����������ɴ��ǿ���������쳤��ë��ɴ�õȶ�����ͨ������ɴ�������õĶࡣͼ1��ʾ���ܷ�ɴ������ɴ���������ڸ�ѹ�����Ŀ����¶���ά�ܿطֲ���ɴ�߽ṹ�У�ʹ��ɴë����١�ͼ2Ϊ���ܻ���ɴ����ͨ����ɴ��ë������ĶԱȡ�
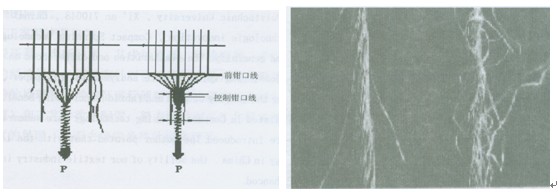
ͼ1 ���ܷ��봫ͳ������ɴ���γɱȽ� ͼ2 ���ܷ��봫ͳ������ɴ��ë��Ƚ�
���ܷ�ϵͳ�ڷ�ɴʱ��������ʹ���е���ά�ܵ����飬ʹ��ά��ǿ���������õ��Ƚϳ�ݵ����á��Ӷ�����ɴ��ǿ����
1������Ӧ�ð����ӹ�������ͨ������ɴ�����ܷ�ɴ���������Ա����顣���ַ�ɴ������ɴ֧����ϵ���ȶ���ɴ��ǿ���������쳤��ë��ɴ����Ӱ�졣
1.1��������ԭ���ϼ���ɴ������ȫ�������Ƿ�����֧������ͨ������ɴ����ܷ�ɴ��ÿ��֧����������ϵ��3.6��4����ͨ������ɴ����ܷ�ɴ������100%������Giza86;
������������Rst1 ϸɴ���Ϸ�ɴ�ġ�
1.2������ASTM�����鷽����������ɴ�߽�����������ѧ���ܵ����飬ɴ��ǿ���������쳤������Ӧ����˹��tensorapid-���������ں㶨�ĸ��������½��� ��ɴ��ë����Ӧ��Uster—3�������Ǽ�Zweigleë�������Dz��Եġ�
1.2.1��Usterë��ֵH�Ƕ�1���ֳ��ȵ�ɴ����ȫ��ë����ۻ����ȣ�ë��ĸ���×ë�ȣ�,ÿ��ɴ������400�� .ÿ��ɴ���Ķ���Ϊ40000����ƽ��������ȫ��ë���������ܱ���ë����ɴ�߳����ϵķֲ������ֻ��˵��ë��Ķ��١�
1.2.2��Zweigleë�����ǿ�����������ɴ�߳����ϵ�ë�ȷֲ��ı仯�����Zweigle3ë�����ǿ��Ա��������ɴ���ϵIJ�ͬ����ë��ĸ������ֲ���� ��ZweigleS3�ɸ�������Ϊ3�������ϵ�ë�������
1.3������˹��—3������˹��-4����˹��-5���������ǿɲ��Գ�������ȫ���ֽڡ�ϸ�ڼ��ᣬ����ÿ1000��ɴ�еĴֽڡ�ϸ�ڼ������������������ASTM����
2�������������
ɴ�ߵ�֧������ϵ������ɴ�����������ͺŶԱ���ɴ������������ѧ����е���ʽ��м�⼰�о�������ȫ����������������ȷ���ڨ���0��01
2��1��ɴ�ߵ�ǿ�������ݼ������ͳ�Ʒ�������ɴ��������ϵ����ɴ֧�����ض���ɴ�ߵ�ǿ����������Ӱ�졣�����Ƿ�ɴ������ɴ֧��ɴ�ߵ�ǿ�������Ե����á��������������Ӱ�첻�����������������������ض�ɴ�ߵ�ǿ����������Ӱ�졣
2.1.1��ͼ3��ʾΪ���ܷ�ɴ����ͨ����ɴ�ڲ�ͬ��ϵ��ʱ��ǿ�����,������ɴ�ߵ�ϸ������ʱɴ�ߺ�����ϵ���ά�������٣�ɴ��ǿ�����͡�
ͳ�Ʒ�����������ɴ������ɴ�ߵ�ǿ���кܴ��Ӱ�죬���ܷ�ɴ��ǿ��ƽ��ֵҪ����ͨ����ɴ��ǿ��ƽ��ֵ��17%���������ɴ����ϵ����ɴ��֧���ϵͣ������ɴ��ǿ��ƽ��ֵ�ϸߡ���30Ӣ֧����ɴ����ϵ����4ʱǿ��ƽ��ֵ�ϸߣ���֮50Ӣ֧��ͨ����ɴ����ϵ����3.6ʱǿ��ƽ��ֵ�ϵ͡�

ͼ3 ���ܷ��봫ͳ������ɴ��ǿ���Ƚ� ͼ4 ���ܷ��봫ͳ������ɴ�߶����쳤�Ƚ�
2��2��������
���������������ɴ��������ϵ����ɴ֧��ɴ�ߵĶ����쳤��������Ӱ�졣��ɴ��������ϵ����ɴ֧��ɴ��ǿ��Ҳ��������Ӱ�졣�෴��ɴ��������ϵ����ɴ֧֮������Լ��ɴ��ǿ����Ӱ�첻������
ͼ4 Ϊɴ֧�Խ��ܻ���ɴ����ͨ����ɴ����ϵ��Ϊ3.6��4��ɴ�߶����쳤��Ӱ�죬��ɴ֧���Ӷ����쳤���ͣ����ܻ���ɴ�Ķ����쳤����ͨ����ɴ�Ķ����쳤��. ���ܻ���ɴ�ڸ�֧����ϵ��ʱ������ͨ����ɴ�Ķ����쳤�ܲ���ͬ�����ܻ���ɴ����ͨ����ɴ�Ķ����쳤��20% ��
һ����ܻ���ɴ��ǿ�������ʶ������Ӧ����ͨ����ɴ�ߡ��������ڽ��ܻ����������˷�ɴ����������������ά��ɴо������ת�Ƽ�ɴ�ϵ�ȱ�ݡ���ά�ڽ��ܻ���ɴ�ĺ�����ϵķֲ��ĸ����ȣ�ʹ�������ά�����������ɡ�����֮ ������ɴ������������ɴ���ܶ��йء�
2.3���
һ��ɴ��ë��������ë��ֵH��ʾ ����Ӧ����˹��-3������˹��-4����˹��-5�����1���ֳ�����ɴ����ë������ZweigleS3���������ë�ȵķֲ�������ͳ�Ʒ�������ɴ��������ϵ����ɴ֧��������ɴ�ߵ�ë����������Ӱ�졣���ܻ���ɴ����ͨ����ɴ��Ƚϼ�ͼ5 ��ͼ6����ɴ���������ܻ����ļ���ͨ�����ģ���ɴ�ߵ�ë����������Ӱ�졣ͼ5 ��ʾ�������ɴ��ȫ��ë��Ҫ��֧ͬ��ͨ����ɴ����26% ����������DZ���ɴ֧�ϵ� ����ϵ���ϸߵ������µõ��� ����ͨ����ɴ��������ά��Ҫ�Ƚ��ܻ���ɴ��Ҳ���Ķ࣬�������ܻ����Ķ���ά�ľۼ����ö���ά����Ч�Ŀ��ơ�����ͨ����ɴ��Ƚ� 3�������ϵ�ë�𣬽��ܻ����Ŀɼ��� 31%��
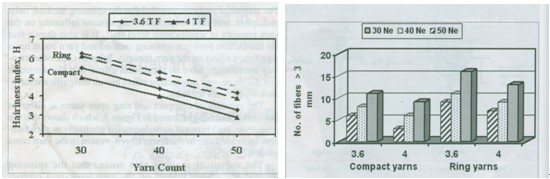
ͼ5 ����ɴ��ë��ָ��Hֵ ͼ6 ZweigleS3 3���ܼ�����ë��ֲ�ͼ
2.4��ϸ��
��2007��˹��ͳ���Ϲ涨��ɴ���κβ��ֵ�ϸ��ֱ����ϸ��ԭɴ��-40%��Ϊϸ�ڣ�ϸ�ڻ�Ӱ�����ι���Ķ�ͷ����ɴ������ɴ֧��������Ӱ��ϸ�ڵIJ���������ϵ����Ӱ�첻��������ͳ��ֵ�ķ����ɿ�������������ʽ��ϸɴ����������40Ӣ֧ɴ��50Ӣ֧ɴ��30Ӣ֧ɴ�����ܷĵ�ɴ��֧ͬ��ͨ����ɴ��ϸ������62-78%��������ʽ��ϸɴ������ϸɴʱ��ϸ�ڶ�������ϵ���ϵ������²����ġ�

ͼ7����ɴ����ͨ����ɴϸ�ڱȽ� ͼ8������ɴ����ͨ����ɴ�ֽڱȽ�
2.5���ֽ�
��2007��˹��ͳ���Ϲ涨��ɴ���κβ����������ԭɴֱ����35�ⲿ�ּ���Ϊ�ֽڣ��ֽڶԲ�Ʒ����������Ч���и���Ӱ�졣�ֽڵļ����ÿ1000�׳���ɴ�ϴֽ�����ƽ��ֵ����ɴ������ɴ֧����ϵ�������ض���ԴֽڵIJ�����Ӱ�죬�ر�����ϵ���ԴֽڵIJ�����������Ӱ�졣�����ǽ��ܷĻ�����ͨ��������ϵ���ԴֽڵIJ�����Ӱ�����40Ӣ֧ɴ�ֽڽ϶ࡢ30Ӣ֧ɴ��50Ӣ֧ɴ���δ�֮��ɴ֧�ߣ���ϵ���͵������´ֽ����ࡣ���ܷ�ɴҪ����ͨ����ɴ�Ĵֽ�����54%��
2.6����
�����������ɴֱ���ģ�140%����ÿ1000��ɴ�ϵ��������ˡ���ɴ�����������ܽ��з�������ɴ������ɴ֧����IJ�������Ķ�����������Ӱ�졣���ܷ�ɴ����Ҫ����ͨ����ɴ��������28-61%����ͬ��ɴ֧����ͬ����ϵ���Ľ�����ͬ������֧ɴ������ϵ��ʱ�����ࡣ

ͼ9���ܷ�ɴ����ͨ����ɴ��ıȽ�
������
���ܷ�����ͨ�����ĵĻ����ϵ�����Ľ���ʹ��ά�ڼ����ɴǰ�ܵ��ϺõĿ��ƣ���ϸɴ��ǣ��ǯ�ڳ�������ά����١�ë���١�ɴ���١�ǿ���������쳤�ߡ������ֲ�ͬ�ķ�ɴ��ʽ��ɴ�ߵ����ʵ���Ҫ�����ڵ�֧ɴ������ϵ��ʱ��Ϊͻ��������ɴ������Ʒ��Ϊ���ε�֯�칤��IJ�������Ч�ʵ���߶�����ͨ����ɴ�ã����������ά��ԭ�����ȱ�������·�չ���ܷ�ɴ�����ڱ��еġ�
�����
1�����꿡������“�ִ��ķ�ɴ�¼���” ������ѧ������2008��7 P












