������Ҫ��
��2007Ļ���ITMA��չ�������ͽ�ɴ�����������н�ǰԤ��ʪ����������һ�����ɴ�����е��¼�������1999�����չ�������������㹫˾���¹���ˡ����ա����ư�˾��������˾�ȷֱ�չ�������ͽ�ɴ����������ǰԤ��ʪ���������µķ�չ����ɴ�Ͻ�ǰ������Ԥ��ʪ��������ʹ��ɴǿ����ߣ���ĥ����ߣ�ë����٣��Ӷ�����˾�ɴ������֯��Ч�ʣ�Ҳ��Լ��һ���Ľ��ϡ��������㹫˾���¹����—����—���ưͣ���������Ү����˾��������˾�ȹ�˾�Ⱥ�����������Ԥ��ʪ�������������ͽ�ɴ����ʹ��ɴ����������һ�����ҹ�֣�Ļ������������н�ǰԤ��ʪ������GA309 ��ɴ����Ͷ���г���ͨ�����Ҽ���Ʒ�������������գ��ܵ��û��ĺ��������Ҽ���Ʒ�������������յ�ר����һ����Ϊ�ҹ�֣�Ļ������������н�ǰԤ��ʪ������GA309 ��ɴ���Ѵﵽ�����Ƚ�ˮƽ��
�ؼ��ʣ���ǰ���ʪ������ë����߾�ɴǿ������ĥ�����֯��Ч�ʣ���Լ���ϡ�
��ɴ���������֯��Ч�ʼ�֯�������Ĺؼ�������ɴ���Ͻ��ʼ��Ͻ��������ǽ�ɴ���̵���Ҫ�������ݡ�Ŀǰ�������ڽ�������ϴ��Ա��Ե��ۣ�PVA���ϼ���ϩ��������Ϊ������������ø��ֽ���60������ϣ�����PVA����Լռ6��֣�����PVA��Ⱦ�����ѱ�������̭�Ľ��ϡ����Ҫ��չ�ߡ��С���ճ�Ⱥ�Ũ�ȵı��Ե�������һ�������ı�ϩ��ȡ��PVA��һ����ȡ���ͽ���PVA��������һ��������Ե��������������Ӷ����ͳɱ����ҹ�����������ȫ�����ϻ�������ȷ������û�����PVA���ϵ�Ҫ��
���������ν�һ�����ͽ�ɴ����������Ͻ��������������о����ر�Խ�ɴ���ռ����о�ȡ���ش��������Զ�����߷��佬�ܼ��Ͻ�����ĭ�Ͻ�����ѹ�Ͻ������ȶ���ͬ�̶� ������˾�ɴ���������ͽ���������ʵ�ֽ��ܡ�1999�����չ�������������㹫˾���¹���ˡ����ա����ư�˾��������˾�ȷֱ�չ�������ͽ�ɴ�����������ͽ�ɴ�����þ�ɴ���뽬��ǰ����Ԥ��ʪ������������ʾ���������ŵ��羭ɴ��ǿ����ĥ��ë���٣����������ŵ��DZȴ�ͳ��ɴ����Լ����1/3��������������ӡ�21����������ǰԤ��ʪ�����������µķ�չ����������ˮƽ������ߣ�����Ӧ���治�ϵ����ӡ���2007Ļ���ITMA��չ�������ͽ�ɴ�����������н�ǰԤ��ʪ������
1�����⽬ɴ��ǰԤ��ʪ��������ƣ�
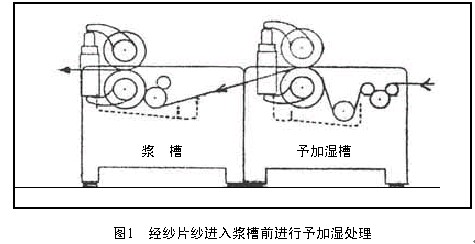
��ɴ�ڽ��뽬��ǰҪ�Ⱦ�����һ���¶ȵ���ˮ�ۡ�ˮ��90°���ҡ����н�����ѹ��ϴ�ӣ�ȥ����ɴ�Ķ��ޡ��ҳ������ʡ����������ݵȣ���߾�ɴ�Խ�Һ��������������Ч������ͼ1����ɴ����ˮ���н������뽬�ۡ�
ֵ��ע����Ǿ�ɴƬɴ����ˮ������ʱ��Ȼ�Ѿ�ѹ����ѹ�����Դ���һ��ˮ�ݽ��뽬����ʹ��ҺŨ�����͡�ˮ����ˮλ���͡������ʱΪ�˿��ƽ����н�ҺŨ�ȣ������˽�ҺŨ���Զ����ϵͳ�����ˮ�۵�ˮ�¼�ˮλ�߶ȵ��Զ����ϵͳ��ʹ����Ͱ�н�ҺŨ��ʼ���Ը������Ũ�ȵ�0.5%�������ۣ���ʾ�˽�ɴǰԤ��ʪ�������ŵ㣬ʹ��ɴǰԤ��ʪ�����뽬ɴ�����õ������Ľ�ϡ�
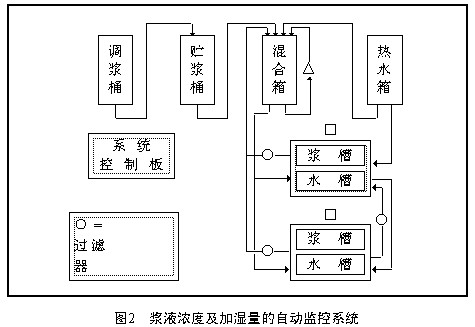
��ҺŨ�ȼ�Ԥ��ʪ�Զ����ϵͳ��ͼ2��ͬʱ��Ҫ����ˮ���е�ˮ����ˮ���¶Ƚ����Զ���أ�ʵ���˽���Ũ����ˮ���¶ȡ�ˮλ�߶ȵļ�ص�������ϣ��Ӷ����ƽ����к������ȶ�һ�£�ʹ���۽�ҺŨ���ȶ�һ�¼�Ԥ��ʪ���ȶ�һ�¡���
ͼ2����ҺŨ�ȼ���ʪ�����Զ����ϵͳ��Ϊ��ҺŨ�ȼ��������ͼ��Ϊ˫����ʽ��ɴ����
2��������ǰԤ��ʪ����——Ԥ��ʪ���Ͻ����ϻ���
��ǰԤ��ʪ������ʹ��ɴ�����ȶ�����߲���ʡ���ϡ�������ǰԤ��ʪ�������Ͻ����ֺ���һ���γ�һ����ϵ������ϵͳ���Զ����Ƶġ�ɴ��ι���Ԥ��ʪ���Ͻ���ȫ���̷��ĸ�������ͼ3��ʾ��
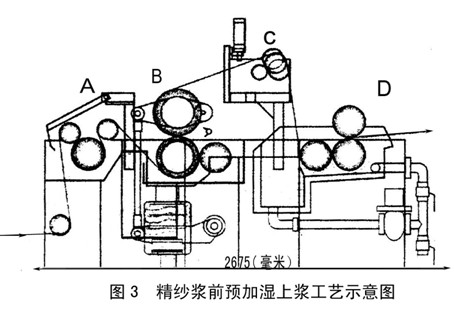
ͼ3�У���ɴ����A��B��C��D�ĸ����֣�ռ��ȫ����ɴ����4367���ס�
A����ɴι�벿�֣���ɴ�ڽ���Ԥ��ʪ��֮ǰ�Ⱦ���ι�벿�ֱ���ת��ι�������ճֲ���һ�����ٶ�ι�뵽Ԥ��ʪ���С�
B����ɴԤ��ʪ�۲��֣���ɴ����Ԥ��ʪ�����ܵ�һ���¶ȵ���ˮ����ϴ�ӣ�����ϸ�ѹ��������������ѹ��ѹ����ˮ���������һ��ˮ�ݵľ�ɴ���뽬�ۣ��ﵽ��Լ�Ͻ���Ŀ�ġ�
C����ɴ���Ͻ��۲��֣���ɴ�ڽ������Ͻ����ܵ��趨�Ľϸ�ѹ������ѹ����ȥ����Ľ��ϲ�ʹ��ɴ��һ�����Ͻ��ʡ�
�Ӿ�ɴ����ι�벿�ֵ��ӽ���������Ϊֹ��ȫ����ɴ��Ҫ4.367�ף�ι�벿�ֵ����۳�ɴ���ˮƽ����Ϊ2.675�ס�
3����ҺŨ�ȵ��Զ����ƣ�
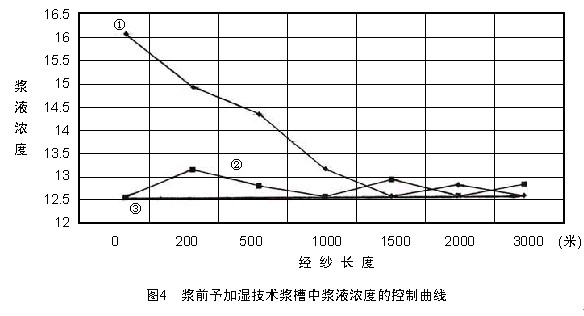
���ھ�ɴ��Ԥ��ʪ�������յ�ˮ�ݾ���ѹ���Դ���һ����ˮ��ʱ�뽬�ۣ����ʹ�����н�ҺŨ����ϡ�ͽ��͡����¿���ʱ��ɴ��1000��2000��/�ֵ��ٶȽ��뽬��ʱ��ҺŨ�Ȳ��ή���趨Ũ�����£���Ϊ��ʼ�Ͻ�ʱ����Ũ�ȸߡ���ͼ4��ʾ����
ͼ4�У�
�ٽ�ɴ���¿���ʱ�����н���Ũ�ȱ仯���ߣ���������ת�н����ڽ���Ũ���Զ��������ߣ�
���趨�Ľ������Ũ���ߡ�
��ҺŨ�ȿ�ʼʱΪ16.5%��������2000��ҺŨ�ȿ��ܻ�����趨Ũ�ȡ�Ϊ��֤��ҺŨ���ȶ������ֵ����趨Ũ�ȵ�������ڽ����������˽�ҺŨ�ȴ������Զ����ƽ�ҺŨ�ȣ�����ҺŨ�Ƚӽ����Ũ�����ֵʱ���������������Ӽ����֪ͨ����Ͱ�Զ��۲���Ũ�ȽϸߵĽ�Һ�����ѭ������ʹ��ҺŨ�Ȼ����ȶ�������ֵ�Ũ����
ͼ4Ϊ��ҺŨ�ȿ������ߣ����ߢ�Ϊ��������ͽ�ҺŨ��ֵ������������ߵĽ�ҺŨ�Ȼ�Ӱ���Ͻ��ʡ����ߢ�Ϊ�����������ܴ��������ƣ���ҺŨ�����ڲ����Զ������Ũ�Ľ��ϣ�ʹ�����н�ҺŨ�Ȳ�����ֵ����趨��Ũ�����ֵ�����ߢ�Ϊ�¿���ʱ���ڽ����н�ҺŨ�Ƚϸߣ�Ԥ��ʪ��ľ�ɴ����1000��2000��ҺŨ�Ȼ�ӽ��趨�����ֵ����������ʼ������ͨ��������Ͱ�Զ�����Ũ��Һ���̼��������ߢڵ��Զ����ƽ�ҺŨ�ȵ�״̬
4�����⽬ǰԤ��ʪ�������������ŵ㣺
4.1���������㹫˾��813��Ԥ��ʪ�����Ľ�ɴ���Ͼ������ֶԱ����鷢�ֲ��۾�����Ԥ��ʪ����ˮ���ٶ���ʹ��ɴ�Ͻ��ʼ��١�ë����١�֯��Ч�����.һ��Ԥ��ʪ���ʹ�Ͻ��ʼ���1/3��������Լ�������ò������֯�����ܡ� 4.2����ɴǿ�����15-20%��4.3����ɴë�����50%��4.4����߾�ɴ��Ħ������60%��4.5�����;�γɴ��ͷ�� 4.6�����Ӿ���ľ�ɴ���ȣ�4.7������Ҫ�Ծ�ɴ�ټ�ʪ��4.8�����ٽ�ɴ�ų���Ĵ������ã�4.9���Ľ���ɴ�Խ��ϵĸ�������
��Щ�ŵ�ĺ��������Ͻ��ʽ���1/3��ǰ��������˽���ɴ���ܡ�֯��Ч�ʼ���Ʒ���������磺
�Թ���ij������4545����Ϊ�����������ý��ϳɱ�0.21Ԫ/�ף������1000����ϸ����ȫ��ɽ�Լ70��Ԫ����Ԥ��ʪ������ʹÿ�ײ���Լ����0��07Ԫ��
ɽ�����ɷ�����˾������Ԥ��ʪ�Ͻ�������Karmayer��ɴ���Ͻ��������飬����Ʒ��Ϊ������14.6×14.6×382×283×165��������Ϊ����Ԥ��ʪ����������˾�ɴǿ����������һ���ĵ��ԣ�ë������Ϻã���Ĥ�����Ժã�����˾�ɴ��ĥ�ԣ�֯��Ч�����2%���ң��ó�ȫ�꽬�Ϻ���1000��Ԫ���ң���ȫ��Ӧ��Ԥ��ʪ������ȫ��ɽ�Լ�ɱ�200��Ԫ���ҡ����������Խ�Լ����һ��
���жԱȣ��������ɼ��ٽ�ɴ��Һ�����˽����ã����֯��Ч�ʼ���Ʒ������ ������Ԥ��ʪ����ʹ��ɴ�Ͻ������Խ��ͣ�����ҵ�������Եľ���Ч�档
5��������Ľ�ǰԤ��ʪ��������ŷ��������ҡ�����Ӧ�ò�ȡ�úܺõ�Ч�����磺
5.1���¹�ij������������֯��ʱ�ӹ�16-34��֧(10-21Ӣ֧)��ɴ���н�ǰԤ��ʪ���Ͻ�����5-11%�ɽ�Լ����30-50%����Լ��ɴ����30-40%��
�ڶ��������֯����֯��ʱ��֯���ٶ�Ϊ800-900ת/�֣�10��γ��ͷ̨ͣ�����Լ��١�
5.2������һ�����ѽ�ǰԤ��ʪ�������ڼӹ�����ɴԼ��Լ����20%�����ն���Ƭ��֯�����ټ�ŵ����֯������ʹ�ý�ǰԤ��ʪ��ɴ�������ȶ�����M8300����֯������һ�����⣬��ͷ���ӣ�����Ľ���
5.3������Hacot��֯���ý�ǰԤ��ʪ�����ӹ�30-36Ӣ֧����ɴ֯���ɽ�ʡ����25%�����������̫���ʹ��ɴ��Ԥ��ʪ���о���ʱ�����35%����ʹԤ��ʪ�Ͻ��������⣬�Ͻ����㡣
5.4�������Fessivul��֯���ý�ǰԤ��ʪ�����ӹ�6-34Ӣ֧��ɴ���ɽ�ʡ����35%��֯�������벻��ʪ��֯��Ч����ͬ��
5.5����˿Ԥ��ʪ�������Albini��֯��Ҳ��Ӧ�ã�ʵ��֤��ϸ����50-60Ӣ֧��9000-12000������Ⱦɫ��˿ɴ����Ԥ��ʪ�����ɽ�Լ����20%��֯����������벻��ʪ�ľ�ɴ���������ͬ��������100%˿ɴ�кõ�����ɽ�Լ30-40%�Ľ��ϡ�
���ڼӹ���˿ɴ����Ԥ��ʪ���н϶�ˮ�ݽ��뽬��ʹ��ҺŨ�Ƚ��ͣ���˱���Ӵ佬ҺŨ����ʹ�Ͻ��ȶ���
5.6������һЩ�йػ�����¹��˿ϵ����֯�����о�����ͬ֯�쳧�����ϳ�����֯ԺУ�����������г�Ч���о�����Ϊ��Ԥ��ʪ����Ӧ���ݲ�ƷƷ�֡����ϡ���ҺŨ�ȡ�ճ�ȡ�ѹ��������Һ�¶ȼ���ɴ�ٶȽ��к���ѡ������ڣ�Ԥ��ʪ�����е�ѹˮ����ˮ��ӦԽ��Խ�ã����뼰ʱ��⽬ҺŨ�ȣ����⽬ҺŨ�ȱ���ˮ�ľ�ɴϡ�ͣ�Ԥ��ʪ��Ŀ�IJ�����Ϊ�˼����ý���������Ҫ������߾�ɴ���������֯��Ч�ʡ�
�� �� �� �� Ԥ �� ʪ �� �� �� �� �� ��
��












