һ���������ι��ʽ��ι����
��һ��ι��ʽ
1��ǰ�����ޣ�����������ǯ��ǰ�ڹ����и��ޣ���A201ϵ�о����ֻ��ǰ�����ޡ�
2�����˸��ޣ�����������ǯ���ڹ����и��ޣ���FA261�����ǰ�������˸����С�
������������A����������ÿǯ�εĸ����ȡ���ͬ��������Ȳ�ͬ��
������Խ�������������Խ�ߣ���������������Խ������Ч��Խ�ǣ��װ�õ�ǣ�챶��Խ��
A201ϵ�о������ǰ��������5.72mm,6.86mm
FA261�������ǰ������Ϊ5.2mm,5.9mm,6.7mm
���˸���Ϊ4.3mm,4.7mm,5.9mm
����ι��ϵ��
1��ǰ������ι��ϵ��K
����������ǰ��ι��������ι���ȵı�ֵ��Ϊι��ϵ�����ù�ʽ��ʾΪ��
ʽ�У��� ���������ǰ����������ι���ȣ�mm����
����������������ι���ȣ�mm����
A201ϵ�о����K=0.65-0.75��
FA261�����K=0.5-0.65��
2�����˸���ι��ϵ��K�@
ǯ��պ�ǰ�ĸ��������ܸ�����֮�ȣ��ù�ʽ��ʾΪ��
ʽ�У���′��ǯ��պ�ǰ����������ι���ȣ�mm����
�� ����ι���ȣ�mm����
FA261�����K�@=1��
�����ظ�����������ֽ���ά����
��һ���ظ���������
1��ǯ��������ǰ���Գ���
L1=B+(1-K)A
L1′=B+K′A
ʽ��L1��L1′�ֱ�Ϊǰ�������˸��ĸ���ϵ����BΪ������ࡣ
2���ظ������
���������ÿǯ�η�������Գ��ȵ��ڸ����ȣ����ǯ������Գ���Ҫ��������������ܱ����룬���ظ�������Ϊ��
ʽ�У�n��Ϊǰ������ʱ��
n�@��Ϊ���˸���ʱ�ظ�����������
a-Ϊǯ������϶���ȡ�
�ɴ˿�֪Ӱ���ظ������������������£�
������ǰ�������Ǻ��˸��ޣ��������´�ʱ���ظ���������������϶����aСʱ���ظ�������������ι����Сʱ���ظ�������������
��FA266�;�����ϣ�δ��3mm�������̶�Ϊ8ʱ����ãˣ�0.6����′=1���£�21.9mm�������ȣ���5.9mm����(9)ʽ��(10)ʽ��ã�n1=3.6��n′ = 4.2��
�ɴ˿�֪�����ú��˸���ʱ���ֶ��Ե�����ǿ�ȱ�ǰ��������˲��ú��˸��Խ��������ʡ������ά��ֱƽ�жȸ�������ʵ��֤����������������ͬ������£����ú��˸��ޱȲ���ǰ�������ᡢ���������ɽ���15%���ҡ�
�������ֽ���ά����L
1�����壺�������Ϸ���������һ����ά����L����L�̵���ά�������ޣ���L���ȵ���ά���뾫��������L��Ϊ�ֽ���ά���ȡ�
2�����۱���ʽ
���3����3�@�ֱ�Ϊǰ����������˸��ķֽ���ά����(mm)��BΪ������࣬���������Ƶ�����3����3�@����ʽ�ֱ�Ϊ��
��FA266�;�����ϣ������ȣ���5.9mm���ˣ�0.6����′=1���£�21.9mm���ɴ���ã�3=21.31mm����3�@ =24.85mm���ɴ˿�֪�����ú��˸��ޱ�ǰ�����ֽ���ά���ȳ����������ࡣ������������ͬ������£����ú��˸��ޱȲ���ǰ�������������ʸ�4%-8%��
3������
�ֽ���ά����↑→��������Խ��
��������ͬ����������Ա�
1��ǰ����������˸���
������ͣ�E7/4�;����
����ת�٣�183r/min
�����ȣ�5.6mm
С���ɶ�����50.2g/m
�����ࣺ9.2mm

2����ͬ������
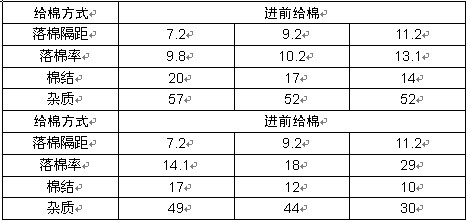
�ɴ˿�֪��������Խ������Ч��Խ�á�












