����ժҪ��������FA494�ʹ�ɴ���ļ����ص㣬�Ըû�Ӧ�ø�Ч���ռ�������������ѡ���������ϸ��������ͨ�������Ż�����ѹ��շ�����ָ���������ô�ɴ��������ɴ����ǣ�챶�����������ࡢ��������λ����ɴ��ϵ����ǯ�ڸ���ȸ�Ч���ղ������Ǹ��ƴ�ɴ���ɺ���߳�ɴ�����ı�֤��
�����ؼ��ʣ���ɴ������Ч���գ����ղ��������ɾ��ȶȣ�����
�������ſ�ѧ�����Ľ�������֯�豸���Զ������ִ����̶��������ߣ���֯�����¼���ͬʱ�õ���ǰ��δ�еķ�չ�������������ض�����Ч���յ�Ӧ�ã�ʹ�÷�ɴ�¼��������˸��ߵķ�չˮƽ����FA494�������ٴ�ɴ��Ӧ���ض�����Ч���գ��������豸�������ٸ�Ч�Ļ����ϸ������������Ч�ʣ����һ���һ����������Ʒ��������õ��˴���ȸ��ƣ���ˣ�������������ɴ��Ӧ���ض�����Ч����ʮ�ֱ�Ҫ��
����1. FA494�ʹ�ɴ�������ص�
����1.1 FA494�ʹ�ɴ����������
�����ʷ����ܶȣ�tex�� 200—1250
�����ʷ���ά���ȣ�mm�� 22—65
����ǣ�챶�������� 4.2—12
���������� ��r.min-1�� 1600
������߹��ն��� ��r.min-1�� 1200
�������ȷ�Χ ����/m�� 18—80
������װ�ߴ磨mm�� ��150×400
��������(mm) 220
����ǣ����ʽ
������˫��ƤȦ
������ѹ��ʽ TexParts PK—1500��YJ4-190×4
����������ֱ����mm�� ��28.5 ��28.5 ��28.5 ��28.5
����Ƥ��ֱ����mm�� ��28 ��28 ��25 ��28
����1.2 ��ƵPLC������Ӧ��
����FA494�ʹ�ɴ�����ҹ��������Ƶ�һ�ָ�������ʽ��ɴ�����û������˼����PLC���Ƶ����������Ĵ�������������������������ֱ�������H��ͬ�������ͣ��䵥���Ĵ��������ص㣬ʹ�û�ͨ����Ƶ���٣��õ���ͬ�Ķ����ٶȺ������ٶȣ����ǣ��ͼ������ã���Σ����������������ٶȣ��Լ������������صķ��ٶȺϳɵľ����ٶȣ�ʹ������˳��κ;�������ƵPLC�������˻�LCD����Ի������ߵ��ӿ��Ƽ�����Ӧ�ã�ͻ����FA494�����ʹ�ɴ�����¼����ص����Խ�ļ������ܣ���־��������ɴ��������һ�����Կ��Ƶ���ʱ����</DIV>
����1.3 ���ɻ���ר��������Ӧ��
����FA494�ʹ�ɴ��ȡ�ټ�֮���������˳����������������ɻ���ר���������������������Ƶ�����ת��ʵ���˷�ɴ���̵����ɻ��ٺ���Ļ���ʱ�䣬�ﵽ�˻������ɿ�ݵĽϸ̶߳ȡ�
����1.4 ��������ɴ������ʵ��
����FA494�ʹ�ɴ�������˷�ɴϵͳ��ѧģ�ͳ����������µĿ������ۣ������õ��ת�ؿ������ۣ�ʵ���˴�ɴ�������������CCD���ƣ��˷��˹���CCD���Ƽ������ȶ��ıײ���ʵ���˴�ɴ��������ɴ������˲�Ʒ������
����1.5 D��ǣ������Ӧ��
����FA494�ʹ�ɴ����Ʋ�����������˫��ƤȦ��D��ǣ����ʽ����������˫��ƤȦ��ǣ����ʽ�Ļ����ϣ���ǰ������һ�Լ�������������ǰ�����Ͷ�����֮���γ���һ��������������������װ�˼�������������ʹ����������֮���Ϊ��ǣ����������������֮���Ϊ������ǣ��������ˣ�ʹǣ��ͼ����������ܷ��룬��ǣ�첻������������ǣ�죬�Ӷ���һ���̶��ϼ�����ǣ����������ϵ�ѹ����ֵ������������ǣ��Ĺ������������������������ú���ά�������ĸı䣬��ǿ����ά���ٵ���ȶ��ԣ���������˫��ƤȦǣ����ʽ��Ƚϴ���ȵظ����˴�ɴ���ɡ�
����2. FA494�ʹ�ɴ���ض�����Ч���յ�Ӧ�������
������Ч�����ǽ������Դ�ͳ�Ĺ��յ�һ�����ºͷ�չ����Ӧ��ǰ���ض�����ϸɴ��ǣ�죬��һ�����ڴ�ͳ�Ĺ��յĿ�ѧ��ɴ�����ͷ������������FA494�����ʹ�ɴ��Ӧ�ø�Ч���ս�����ϵ�еļ����������ղ������Ż�ѡ�����Ч��������ΪFA305—FA494—BS506��V��ǣ��+����ѹ������—1332M������Ʒ��ΪCJ9.7tex����һ�������ij����ޡ�
����2.1 ��ɴ������ѡ��
������ɴ���������ѡ���Ǹ�Ч������ƹ�����һ���ص����ݣ���ɴ�����Ĵ�С����Ӱ�쵽��ɴ�ͳ�ɴ����ָ��ĺû�������ҲӰ��������Ч�ʺ;���Ч�档����ɴ�����ϴ�ʱ��ϸɴǣ�챶��������ǣ����������ǣ�츽�Ӳ�������ǿ��Ҫ�����ά�ճ����������ϸ�ǣ���������б仯����ô�ͻ�Գ�ɴ������ɲ���Ӱ�죻����ɴ����ѡ���Сʱ������ȫʧȥ�˸�Ч���յ����壬���ܴﵽ�ȸ�Ч��������߲�Ʒ������Ŀ�ġ���һΪCJ9.7tex����Ч���մ�ɴ����ѡ��Ա����顣
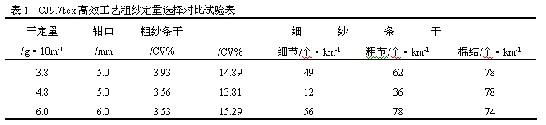
˵������ɴ��ϸɴ��������������ͬ��ȡ��Ϊͬ��λ��40ֻ��Ʒ
ͨ����1���ݿ��Կ�������Ч���մ�ɴ����Ҫ����ѡ����������Ȼ��ɴ���ɿ��Եõ�һ���̶ȵĸ��ƣ�������ϸɴǣ����������ǣ�츽�Ӳ��ȵ�����Ӱ�죬��ʹ��ɴ���ɶ�Ϊ�ﵽ�ȸ�Ч�ָ��ʣ�Ҫ�Ѵ�ɴ������С��ϸɴǣ�츺�������������ͳ���ˡ�
����2.2 ����ǣ�챶����������
����FA494�ʹ�ɴ��D��ǣ����ʽʹ��ɴ���߱��˽Ϻ���ǣ���������ں����IJ�������ǰ���£��û�����ǣ�챶��ƫС����ʱ����ʹ�����Դ�������ʹ��ά�ԽϺõ�״̬������ǣ�����������ڸ��ƴ�ɴ���ɣ���߲�Ʒ����������Ƽ����Ч����ʱ��Ӧ��ֿ��ǵ����������Ѽ��ص���ʵ�ʹ�ɴ�����ܳ���ǣ�츺������������к���ǣ����䡣
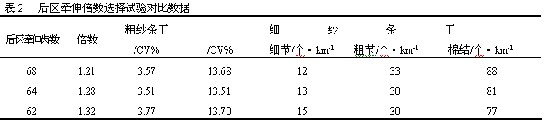
Ʒ��CJ9.7tex��ɴ��4.8g/10m����������������ͬ��ȡ��Ϊͬ��30ֻ���������Ӹɶ���17.5g/5m
��2���ݶԱȱ���������ǣ��E��1.28��ʱ����ɴ��ϸɴ��ɴ���ɽϺã�E��1.21��E��1.32��ʱ���Բ����Ҫԭ������CJ9.7tex��Ч�����в������Ӷ���17.5g/5m�ѽ��أ��Һ���һ����137�����ޣ��������ǣ�챶����С������ǣ�������������γ�ǣ�츽�Ӳ��Ƚ�Ϊ���أ���Ʒ������Ϊ��ѣ�����ǣ�챶���ϴ�ʱ��������άι������ǣ����ǰ���ܵ��ϴ�ǣ���������ã��ں�����������ά���ճ����������ƣ�������ά�������࣬�����ǣ�츽�Ӳ�������Ӱ���˲�Ʒ��������ˣ���Ч���յĴ�ɴ������ǣ�챶ѡ��Ҫ��������Ʒ�ֵ���ά���ȡ��������Ӷ��������غ���ѡ�����ǣ�챶����
2.3 FA494�ʹ�ɴ����������ĺ�������
�� FA494�ʹ�ɴ��������D��ǣ����ʽ����������ƤȦ��ǣ����������ݷ�ɴԭ�����������Ҫ����һ����������ļ����������������������˶�����ά����Ч�ؼ�����������ˣ�ǰ��������������ά���������������ƫСΪ�ˣ�����������������ǣ�������е��˶���������Ҫǣ��������˫��ƤȦ����Ч�ճֺͿ����£��Լ�������״̬�ĸ�����ά��Ϊԭ����������������һ�������£���ƫС����Ϊ�ˣ����������ڸ��ƴ�ɴ���ɣ�������������Ϊ��ǣ�������������Ƕ���������Ԥǣ�죬�������ǣ��������ؼ���Ҫ�������ǣ�챶��ѡ��ԭ������ͬ����3Ϊ��������ѡ��Ա��������ݡ�

����˵����Ʒ��CJ9.7tex����ɴ�ɶ���4.8g/10m����ά���г����ޣ���ɴ��ϸɴͬ��λ����Ʒ����40ֻ
��3���ݱ���������һ������������������������25������ѣ�ǰ��10����Ϊ�ˣ�����30����33�����Ժã����һ��ӡ֤���������������Сѡ��ԭ�����ȷ�ԣ�ͬʱ�ڲ����ض��������£���ɴ��Ч��������������ѡ��Ҳ��ѭ����ԭ���Ҫ��
����2.4 ���������ඨλ�ĺ���ѡ��
����Ϊ�˼��ٴ�ɴ���������е�����������ߴ�ɴɴ�����Ⱥ����ɣ�ǰ��������λ��Ҫ�����ǰ�ƣ���ǣ����Ϊ�˿��Ƹ�����ά����С���������ȣ���Ƥ����ȡ���Ķ�������Ƥ������λ�ò�ȡ�����������ƣ���������ƤȦǯ��ǰ�ƣ���ǿ��ǯ�ڶ���ά���ճ�������Ƥ������λ�ò�ȡ������ʽ����FA494�ʹ�ɴ���ϣ���������λ���������µ��Ż����飬��ѷ���1��2��3��4�Ͻ���λ�ü��������ֱ�Ϊ+3��0��0��0��mm����

����2.5 ԭʼǯ�ڸ���������
��












