����1 ������Ҫ���ռ���ָ�����Ӧ��ϵ
��1�����������ʵĶ������������������Ĺ�ϵ���Ծ������ṹ����ά��ֱ�ȡ�ƽ�жȡ�����������ά�������̶ȼ���ά����ȡ������ʼ���ά����״̬���ر��ǶԽ��������ʺ�����CVֵ��ϵ�ܴ�Ӱ�쵽���������뽵�ͳɱ���
��2�����������������ʵĴ�С��ϵ������CVֵ��ˮƽ�������뾫��ǰ��������������������ʺ;���������������������йأ���Ӱ�쵽��������������ʡ�
��3�������������ʵĶ���ֱ��Ӱ�쵽���Ʒ��������ɴ�����������������Ӻ�ԭ�ϡ���������������������̡����ޡ�����е״̬�����յȹ�ϵ���У��Ծ������������״̬�����֡�������ëˢ�ȣ�����������Լ�������ʽ���йء�
��4������������CVֵ�Ĵ�С���й�ϵ���������������е��������������������ǣ�챶��������ǣ����䡢��������������ȹ������þ��йء�
��5���������������ʵĶ��ٹ�ϵ����ɴ����������ԭ�ϡ����Ṥ���Լ�����������Ķ���������йأ�Ҳ������״̬�йء�������Ӱ�쵽��ɴ���������һ�Ӱ�쵽�����ʵĽ��͡�
��6���������������ʵĶ����뾫�����������ʵĶ����dzʷ������ģ�����ϵ����Լ���;����ȥ�������ʵ����ܡ�
������������Ĺ�ϵ�ǻ�������ͻ���Ӱ��ģ���Ҳ��֮Ϊ�ۺ��ԵĹ��ռ���ָ�ꡣΪ�������������ռ���ָ�꣬������йع��ս��о���ĵ�������������ȡ�����õ�����Ч����
����2 ������Ҫ���ռ���ָ���Ӧ��ԭ����Ҫ��
����2.1 ���������ʵ�Ӧ��ԭ����Ҫ��
��1������������������ɴ�š���ά���ȼ�����ά�ų��ʵĹ�ϵ?
���������ʵĶ�����������ɴ������ά����Ϊ���ݵģ����ϵ����1�����������ʵĶ��ٶ��ų�������16 mm���¶����ʵ�Ӱ��ܴ���Ϊ����ɴ��������Ҫ�������ʵ����ճ̶��йأ�ȡ����ȥ������ά�������ɴ�ڶ���ά�����Ķ��١����ϵ��Ҫ�����2���С�
��1 ����������������ɴ�š���ά���ȵĹ�ϵ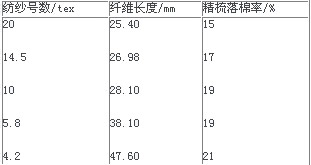
��2 ���������������ά���ų��� ��λ��%
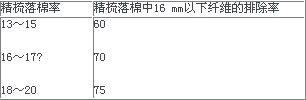
�ӱ�2��֪���ʵ��Ӵ������ʣ����ų������еĶ���ά�������ģ���Ȼ�����ж���ά�ų���Խ�࣬������Ҳ��֮���١�
��2�����������ʵ�����
�ӹ�����ά�ȼӹ�����ά��������Ҫ�࣬һ���ٶȿɲ����������и��١�����ι�����ı仯����������������Ӱ�죬ι����������������Ҳ�������ȹ�ϵ����֮ι�������٣���������Ҳ��Ӧ���١����ijһƷ�֣���ά����Ϊ40 mm��������루�������ࣩ��15 mmʱ��ι�����ֱ�Ϊ4.9 mm��5.2 mmʱ����������PΪ��

��3�������ʵĵ���
����������������ࣨ��������룩�ܹ��ɵ���ΧΪ6 mm��������루�����̶�5����λ��ǯ���������������Ϊ16 mm������ʱ�����������١���Զ���루�����̶�11����λ��ǯ���������������Ϊ22 mm������ʱ����������ࡣ����ͨ��������˵����������������ʵĹ�ϵ�����ijһ��Ʒ����ά����Ϊ40 mm��ι����Ϊ5.6 mm��������루�������ࣩ�ֱ�Ϊ15 mm��17 mm����������PΪ��

�����Ͽ�֪��������루�������ࣩ�ı�1 mm���������ʿɸı�2%��2.5%���ڱ䶯���̶�ʱ���������¼�������������࣬������ǯ�塢�����Ȳ���������ײ�����������䶯���������������⣬��������취���Ե��ڡ��м�һζ�øı�������İ취�����������ι�����ֲ������⣬��ι�����ֳ���ĥ����ι�������ȡ��������а취���ڣ�
�ٸ����������ָı�1�ݣ������ʿɸı�0.5%��1%��
�ڸ�����ʽ�ı䣬�����ʿɸı�4%��6%��
��������ݸ�ϡ����ܣ������ʿɸı�1.5%��2%��
�ܶ������������ȸı�һ��������5����ÿ��0.5 mm���������ʿɸı�2%��
���ڲ���ǰ����������˸��ޣ���Ʒ�֡���ά���ܳ����йء�����ǰ������ʱ��һ��������������5%��17%�ķ�Χ�ڣ����ú��˸���ʱ��һ��������������18%��25%�ķ�Χ�ڡ�
����2.2 ���������������ʵ�������Ҫ��
����������������Ӱ�쵽���������ɲ��Ⱥͳ�ɴ�����ɲ����Լ�����ƫ����ȶ���������ָ�����������Ӱ�졣�������������������ƫ�����Ҳ�����ѡ�ʵ��֤���������������������������Լ���ɴ���������ȶ�����ɳ�ɴ���������Ⱥ�����ƫ��������������������ʿ�����2%��2.5%���¡����������������ʿ�����1%���¡������������������ʿ�����0.8%���¡���ɴ���������ʿ�����0.9%����ʱ��ϸɴ��ɴ�����������ʾ��ܴﵽ1.2%���ҡ�
���������������ʵ�������Ҫ�����£�
�ٶ��ڲ��Ծ��������ʣ���ʱ���۲̨����п��ƣ�̨�±1%���۲±2%����
��ͳһ���գ�����ͬƷ��ͬ����һ�£��������ࡢ���������֡������ͺŹ��һ�£�������ȱ�ݣ�
���ϸ���ת������̣���ֹ�������ͷʱ�Ľ�ͷ������
�ܶ�ʱ����ƽ����������ȷ����е״̬���ã�
�ݿ��ƺó������ʪ�ȣ���ֹճ���������Ʊ��ƶ��ȣ�
�ް�ʱ��ˢ���������֣�����У��ëˢ�����ֵIJ�����ȣ�Ҳ���ʵ���ǿëˢ���ʱ�䣬��������ֵ�����Ч����
����2.3 ����������CVֵ��������Ҫ��
���Ṥ������֮һΪ��һ��������ά����ʹ����������ά��ȫ�������������ά����ֱƽ�жȣ������ڳ�ɴ������ǣ��װ�ö���ά�˶��Ŀ��ơ��Ծ��Ṥ���Ҫ���ǣ������ά����ֱ�ȣ���������50%��ߵ�85%��95%��Ŀǰ��������CVֵ�ﵽ4.1%������ʱ����Ϊ�ﵽ��˹��89������25%����ˮƽ��
���ڸ��ƾ�����CVֵ����Ч�취�����м��㣺
�ٸ��ư���Ʒ�ṹ������Ʒ�ṹ������ά����ȡ���ά��ֱ�ȡ�ƽ�жȼ�����ά�����������ʵ�����������ά��ֱ�����У���ά�乳����ά�˶����õ�Ӱ��ܴ�����������֮��Ҫǿ�����յ�ż�����ã��Ժ����ı��乳����Ҫ���������е�С�����������ʣ�ʹ��ά�˶����������Ը�������ˮƽ��
�ھ�������������˹������CVֵ��ϵ�ܴ�һ���ڻ�е״̬���õ�����£�ֻ�轫�������ɶ�����ߵ�20 g/5 m����ʱ����ʹ��˹������CVֵ������4.0%�����£�
�۽����ǣ�첨����е�����Ӳ�����ɵ�Ӱ����˹������CVֵ���⡣ǣ�첨�����ǣ�����������Ħ������ֲ���������ɣ���ǣ��װ�öԲ�ͬ���ȵ���ά����Ч����ͬ��ǣ�첨ƽ������Ϊ��άƽ�����ȵ�2.5����3�������;����һ�㾭��Ϊ���ߵ�����ɴ��ǣ��14��~15�����ɣ��иߵ�����ɴ11��~12�����ɣ�һ�㾫��ɴ10�����¼��ɡ�
��е�����ɻ�е״̬������ɣ���Ҫԭ���н���������ƫ�ġ���������������˻��ݣ��Լ���������о��϶������ڻ��³�����ǣ����ֳݶ�ĥ�𡢳��ֿ�����������Ϲ�����������������������Щ�����ԵIJ���Ӱ�죬��е������������
��ͷ�̶ȶԷ�������˳ת��ʼʱ�ķ���Ӻ���������á����ͷ���Ȳ��������ڷ���Ӻϴ����ֽӺϲ�����Ҫ�ڴ�ͷ�ڵ������̶ȣ���ΧΪ-2��+1�����ɽ�������ʱ��˹��CVֵ�ɽ���0.6���ٷֵ㼰���¡�
���⣬��������IJ��ϸ�����ǣ��ȵ����á����������ز����ʵĿ����Լ��������ѹ������״̬���ơ����г�����ʪ�ȵĺ������Ƶ�Ҳ��Ӱ�쵽��������˹������CVֵ��ˮƽ��
����2.4 ���پ����������ʵĴ�ʩ
������һ��Ҫ����һ�����������ά�в����������ʣ��������ά�Ĺ��ȡ�ͨ�����Ṥ�����������в�������17%���ҡ�����54%���ҡ�����42%��48%��
���پ����������ʵİ취��Ҫ�����£�
���ϸ�������������Ķ����ʣ����ݾ������ݣ�������������ɵ���Լռ61%����
�ڼ�ǿ������ʪ�ȵĹ���������ճ�����������ʪ����57%~60%Ϊ�ˣ���
��Ӧ��������Ʒ������ά������ѡ���������������֣�����Բ�Ľ�Ϊ90°��112°���������ķָ�ʽ����ָ�ʽ����
�ܺ�������ëˢ������ˢ���ֵ�ʱ�䣻
�ݸ�����ά���ȵ������ֶ�λ��
����ëˢ����������ȣ�
�ߺ�������ι����������������ʽ����
���������ǯ��պ϶�ʱ��
������������ֵ��������ࣻ
��������ڶ��������ȣ���ѡ�ý����Կ�����ά����ֹ�Ʊ��������
����2.5 ���;������������ʵĴ�ʩ
�ҹ��йر��涨16 mm���³��ȵ���άΪ����ά������ʵ��֤�����к�ɴԭ����12.7 mm���¶���ά����ÿ����3%�����ɴCVֵ����1%��ϸ��ɴԭ����10 mm












