�������Ṥ�յ����ã������벻ͬ�������������豸�����ĵ����أ��糵���¶ȡ����ʪ�ȡ��豸״̬��ר�����ĵȣ��йأ�������ι��С��������ˮƽ���ڲ���ά�ṹ״̬�����뾫�����������á�����ι������������ȣ������ź���Ҫ�Ĺ�ϵ��ͬʱ�����������ڽṹ����ά�ֲ�״̬�Ͳ�ͬ������ˮƽҲ��ֱ��Ӱ���µ����������ղ������趨�Լ���̨�����á���ˣ����Ṥ�ղ���������������Լ����֤��ϵ�����ܵ��������Ǿ�����������յĵ������������������ɴ�������̵���Ҫ��ɲ��֡�
����1 ��ͬԭ���뾫�Ṥ��Ӧ��ԭ��
����һ������£��ij�ʹ�õ����ɷ�Ϊ������ϸ�������࣬ʹ��������ԭ��ʱ��Ӧ���ղ�ͬ��Ӧ��ԭ��
����1.1 ������
ϸ��Ϊ1.18 dtex��1.54 dtex��������33 mm���ϣ���ɴ�60 mm��70 mm�������������Ʒ�����������˷���10 tex���µĸߵ����ϸߵ�����ɴ�����ֹ�ҵ��ɴ��ר��ɴ�����������ӹ�Ƥ��ʱ��һ����ý������Ʒ�ʽ��������ά���ȳ���������Ȳ���ʶ࣬����ȥ���٣���ά����С��
ʹ����ά���ȳ���33 mm�ij�����ʱ���������ߵ������Ʒ�Ĺ��������У��ڿ�����ԭ��������ʽ������������ǰ���£���ҪӦ���ǽ�����ǣ�����Ŵ���ǣ�챶���Ӵ����������գ�������Ӧ��18%���ϣ����ΰ嶨λӦ�ʵ����硣�����������������[FY] �������գ���ǣ�챶����������10��~11�����ң�ǣ�������ʵ��Ŵ�
����1.2 ϸ����
����ϸ��Ϊ1.67 dtex��0.2 dtex��������25 mm��31 mm��һ���10 tex���ϵĴ���ɴ��Ҳ����������ͻ��˽��л�ġ�������������Ƥ��ʱһ����þ��������ʽ��������ά�ij��ȱȽ����룬��������˴������ޣ������ʽ�Ƥ���ͣ�������ʱ�������õ�϶࣬�������ά��м�ĺ����ϸߡ�
��������ͨ��ϸ����Ϊ��������������У�������Է��е���͵����ᴿ���Լ���IJ�Ʒ���侫�Ṥ�����ã��ڿ���ԭ��������ʽ����������ǰ���£���ҪӦ�������£�ǣ�����ӦƫС���գ�ǣ�챶��Ҫ��С������ǣ�첨���ɣ�������Ӧƫ�����գ����������ʿ���17%~18%��Χ�ڣ����ΰ嶨λҲ���ú����գ���������˳ת��ʱ�̶�FA261�;��������-0.5���ң�FA266�;��������+0.5���ҡ�������ɲ���Ԥ��[FY]���������ջ�����—[FY]�������գ�����ǣ�챶��Ӧ������8�����һ����¡�
����2 ��ͬ�����յı�֤��ϵ��Ӧ��ԭ��
����Ŀǰ���õ���������ҪΪ������[FY]������Ԥ��[FY]���������֣�����ƪ�������ؽ������ֹ��ռ���Ӧ��ԭ��
����2.1 ����→��������
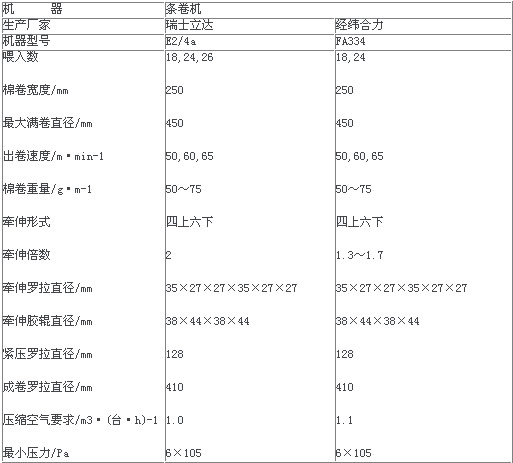
����Ҫ���ռ����������ڱ�1��
����→���������ص㣺
��1��ǣ�챶����С��������һ��������1.3����1.5��������һ��������5����7����Ϊ����ʽ���������ܼ������8����9������Լ���ճ���������ġ�
��2�����ߵ�Ͳ��ֱ����С�������ɾ�����������ٶ��⾶�����ԴԼ�Сճ��������
��3������ϵ������С������������Ϊ����С��������ά����������ã��Ը��ƾ��������״���������ġ�
��4��������ռ�����С���൱�����ڲ��������ҳ�ż�����ã��Լ����乳��ά������
��5������Ʒ�֣��ڵ��ڸ������������ı�ǣ�챶������������Ȳ������ܷ��㡣����С����ά���ȶȺã����Ϻã������ڷ���˫������ϸߵ��Ρ��ߵ������Ļ����������Ʒ��
��1 ��������Ҫ����→�������ռ�������

����2.2 Ԥ��→����������
�乤�ռ����������ڱ�2��
Ԥ��→�����������ص㣺
��1��ǣ�챶���ɴ�С��Ԥ��һ��������5.5����9����������һ��������1.3����3����Ϊͻ��ʽ�������ܼ�ǣ�챶����8����10������ճ�������
��2������Ͳ��ֱ���ϴ��⾶����ճ����
��3���ɾ���Ϊ����С��������ȶȲ��粢�����ա�
��4����������ռ�������һ��Ϊ9 m×9 m��ż�����ÿɼ����乳��ά��
��5������Ʒ�ֿɵ��ڸ����ı�ǣ�챶�����������������о��ޣ�С�����ȶȲ����������գ����ڷ��Ƹߵ��ξ�����һ�㾫�ἰ���������Ʒ��
��6�������Ȳ������ոߡ�
��2 ��������Ҫ�����������ռ�������
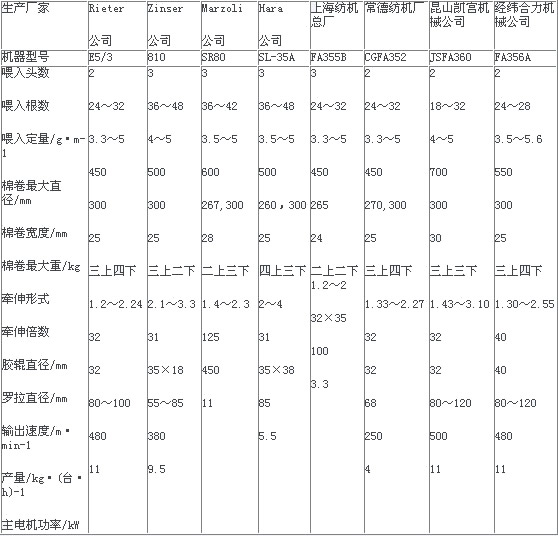
ע������ǣ�챶������Ԥ����
����2.3 ��ͬ���������յ�ԭ��
��1�������յ���ǣ�챶�����˹�����Ϊǣ��������࣬�����������ã�����������������
��2��Ҫ����ż�����ã��Ըı���ά���乳�����ٺ��乳��ά������������ά�乳��ɵ�������ʧ�������ά����ֱƽ�жȡ�
��ͬ�����豸��Ӧ��ԭ��
Ŀǰ����Ч�ܾ�����Ѿ��㷺Ӧ�ã���ͳ������Ƚ����豸�������豸��һ����ͬʱ���ò������������Ҳ�ͳ�����һЩ���Ӳ��DZ�֤�ġ���չ�Ķ����豸���¼��������¹��գ�������Dz��þ��豸���ɹ������ã����³��������½�����������������ڵ�ǰһЩ���Ӳ����Dz�ͬ�豸�IJ�ͬ�ṹ�������Dz�ͬ�ṹӦ���ò�ͬ���յ����������صģ�Ӧ������������Ľ���Ϊ�˰����߳��������ͳ���ijЩ����������������������������Ӧ��ԭ��˵����
3.1 ��ͬ�豸�в�ͬ�Ļ�е�ṹ
�Ⱦ;��������Ҫ��ͬ��е�ṹ�о����£�
��1��ǯ�壺FA266��FA269���;�������֧������ʽṹ����֧����ص�������������ʱ�ܻ����ϴﵽ�ȸ�������������Ч���������Ҳ�������Ӧ�ڸ��ٸ�Ч����FA251ϵ������֧��ʽ��A201ϵ������֧��ʽ�������������ϴﲻ���ȸ���������Ч����
��2������������FA266��FA269���;����õ�����������������ά��Ʒ�ֿ�ѡ��ǰ����������˸��ޣ��Ҹ���������ǰ��11.2 mm,����Ч������ά�˶�����߾�������������Ϊ��������A201ϵ����˫����������ֻ��ǰ�����ޣ����Ʒ�ָı�������ߵ��η�չ��ɾ��ޡ�
3.2 ��ͬ�ṹӦ���ò�ͬ����
����Ϊ��ͬ�ṹ����Ƶ����ඨʱ��λ����һ�����ʲ��ܲ�����ͬ�Ĺ��գ���Ҫ����ÿ���豸���������Ҫ���ٸ�����ά��Ʒ�ֵIJ�ͬ���ú����Ĺ��գ�����ȡ������Ч������Щ����������Ҫ�У��ٶȡ����̶ȡ���ͷ�̶ȡ���ǣ�챶��������ǣ�졢�����ȡ�������ʽ�����ֶ�λ��ǯ��պ϶�ʱ�����������ȵȡ�
4 ��ͬ�����벻ͬ�����������ı�֤��ϵ
Ŀǰ�����⾫���ɴ���������У����۾�����������豸������Σ���Ϊ������������[FY]������Ԥ��[FY]�����������������������һ��Ҳ���ö������������ⲻ������ά�乳״̬�йأ��������Ṥ�������Լ���������������ˮƽ������Ҫ�Ĺ�ϵ���ر��Ǿ����������������ʣ�������ƫ���������̨��̨֮����첻�ȶ������ء���Ҫ���������������ԭ��
��1���ڴ�ͳ�����Ṥ�������У����������ϻ������������Ե�����װ�ã������������������������ʸߡ��������������������������ȫ�ֲ��������ȵ����⣬�Ӷ���ɾ�����ۼ����ز����������ʸ��ۼ�IJ��졣
��2�����ھ������ijЩ���ղ����ĵ����Dz��ö��Եķ��������ڶ����϶�ÿһ̨�����֮������֤һ�£���ʹÿ�۵�������ͬ��������ͬ��������ǣ��������������������첻һ��
��������֪���ڴ�ͳ�����Ṥ�������У����Ե�����װ�ã����������ޡ���ľ���ɴ����������Ӧ���ö�����������Ҫ��Ϊ��֤�����������ȣ���*ǣ�����乳�������ڲ���ά��ֱƽ�е����⡣��Ȼ�������������Ե��������¼��������豸�ķ�չ���ƹ�Ӧ�ã����з�ɴ�豸�Զ���غ͵��ڹ���ˮƽ����ߣ�����Ч�ܾ�����������ܵ���ߣ���������ʵ�������ϵõ���Ч����ͺ������ơ�
������֮�����Ṥ�պ������õ�ԭ��Ӧ���ǣ��������ڱ�֤��Ӧ����£���ǣ�챶��ҪС��һ�㲻����9�������������ǣ�챶���ڱ�֤��Ʒ�������������ҲҪ�ʵ���С��һ����11�����ң��������Ķ������ʵ����أ��������������գ�һ����18%±1%��Χ�ڡ������IJ�����������һ��������Ӧ���Ե�����װ�ã������Ͳ����پ��������������������������������ã��ڴ�ɴ�����ܻ����˺�ѡ�����ǣ�����ɳ�ɴ�ij�Ƭ��ϸ�ڣ���������ӹ����û�����ɺ���Ĵ��š���ͷ���Ͼ������ͣ���ʡ���������õ��������Ȼ��ʹ����ɴ��ˮƽ�õ����Ե���ߡ��������������Ṥ�յ�������һ��ϵͳ���̣�������Ҫ���ǵ���������������ĵ�������Ӧ���ǵ�ǰ���������Ʒ������ˮƽ���µ������ղ��������ü���Գ�ɴ��Ӱ�졣












