�������Ἴ������Ϊ���Ṥ�ռ�������е�ṹ���ã���ؼ�����Ϊ����Ч�ܼ�����Ӻϼ�����
�������Ķ�A201ϵ�е���״����JA250A�;�������Ἴ���Ľ���������
�����ؼ��ʣ�
�������Ἴ�������ռ�������е�ṹ���ã�����Ч�ܣ�����Ӻϣ���������λ����ǯ��λ�ƣ��ۺ�Ч�ܵ���ߡ�
�����ҹ��������������չ�Ѿ�����40���꣬�ֽ��ھ������ʹ����֮�ֲ�֮�㣬����Ʒ��֮��ȫ��Ϊ����֮���Ȼ����δ���Ͼ��Ἴ��֮�
�������Ἴ�������˾��Ṥ�ռ������Լ������е���������Ƽ����������е�Ŀ������������Ծ��Ṥ�ռ�����Ҫ��Ϊǰ�ᡣ���ҹ���Ҳ�Ѿ����˴ӻ�е�ٶȵķ�չ→������Ӧ�Ե����→��е��ѧ���ܵĸ���→���ռ����������ķ�չ→��е�ۺ����ܵ���������һ�����̡������ڲ��Ϸ�չ�������С�
�������ڷ�֯��ҵ�����������г������־�����ɴ�Ŀ����Ծ�����Ķ������ٶȡ����������Ե�Ҫ���ڷ�չ��Ч�ܾ����ͬʱ����е�ǯ�εľ�����Ľ���������DZ�ڷ�չ������
�����Ծ�������ۺ����ܶ��ԣ���Ȼ������еЧ�ʡ��ռ������ʡ���Դ���ġ����ռ�����Ӧ���Լ��Ի����Ľྻ�ԣ���е�ľ����Լ����Ի���Ƶȶ��Ҫ�����к���Ҫ���ǹ��������Լ���еЧ�ʣ�����Ǿ��Ṥ�ռ������е���õĺ�����Ч����ϡ�
������һ̨�������˵�乤����Ӧ�ԣ���Ҫ��ָ����������������Լ������ϵĹ������ܡ�����Ǿ����Ӧȷ�����ų����ޣ����ӵ��������Լ���þ��ȵ������ͺõľ�����������<BR></P>
������еЧ�ʵ�Ȼ����������תЧ�ʡ���λ�����̨ʱ�������������ܼ���������
�������ҹ��������ʹ�õ�A201ϵ�У�����ͬ���ͻ��ͣ�����������ܼ��������ϵͣ�Ȼ����ϸ���ޣ������ȸ�֧ɴ������������Ʒ�ֵĿ��������������۸���˵��ص㣬��������ÿ������2000̨���ϵ��г�����������˵�����ֻ��ͻ��Ƕ�ʮ������ʮ����IJ�Ʒ����������ʱ���ķ�չ�Ի����������θĽ��������ۺ����ܽϵͣ������������Ǹ�ʱ���Ծ��������ʶ��
�� ��1����A201ϵ�о���ǰ������Ϊ�貢→�������գ��ɾ���С��������ȶȲ���������ж�����<65%�����������յľ��������ж�����һ�㶼>70%����5%���ϵIJ��죬����������ÿ�꽫��ʮ���ֵĿɷ���ά���������С�
������2����A201ϵ������������500mm,�����з��Ƚ�230mm���ռ������ʵͣ���ǰ���;����440-460mm��������������ȴ�270/300mm����λռ�����������ߡ�
������3����A201ϵ��ԭ17��������������仯��ͼ��
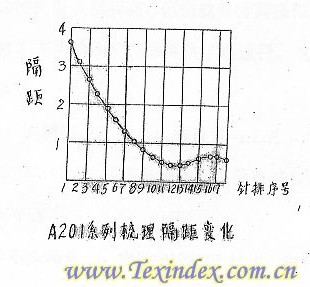
��������ѹ��������11-17��������������Ч���ϲ���þ���������ֺ���ǰϡ���ܲ��������ӳ�Ƭ�ܶȣ���ԭ����������һ��ö���룬����ǰ�����ö���ϳ��ܣ�����Ч�����ܸ����ˣ���������������Ӧ���ӡ�
������4����A201ϵ�з���Ӻ���*Ƥ�������궯�������복�ٵ���ߣ�����Ӱ������������
������5����A201ϵ�ж��϶���ǣ�������ǣ�������
������6����A201ϵ�л�е�����ṹ����ѧ���ܲ������ơ�������˹�����������������
�����ӵ�ǰ���������;�����Ŀ������������Ἴ���IJ��Ϸ�չҲ�����Ǵ������ϡ�A201ϵ�о������һ�־����ͻ��ͣ�Ҳ���ʷij����ޡ���֧ɴ����Ӧ����ԭ�ϻ��֯�������Ļ��ͣ����ڱ�����ԭ���ص�Ļ����Ͻ�������������ص㣬�ӻ�е�������빤����Ӧ�Ը�ƥ�����ƣ�ʹ���ֻ���Ч����ߣ������ܱ�������������յ���������ʵ�ã�����ʧΪ���û�ѡ���ṩ����;���������ǿ���JA250A�;�����Ļ��㡣
����JA250A�;����ע�����е�����빤��Ч����Ч�Ľ�ϣ�����ƻ�е�˶���ѧ���ܣ��������Ч��������Ӻ��������������ӹ������ȣ���߳��١�
������1�����ྻ��ͷ�䴫��������MARZOLI�������Թ����ּ����ϵ�ļ��ṹʹ�����˶��Ĵ�����ѧ���ܸ��ƣ������˶�ƽ���ԣ��ڴ����ṹ�ı�ͬʱ��������Ӻϵ���Ч��������ʵ��Ķ̡���A201ϵ�е�37.3mm��Ϊ33.6mm��������������������ʹA201ϵ�еķ�����������λ�����߸��ӽ�RIETER��˾E7/6�͡���ͼ

������2������������Ч����A201ϵ��Ϊ���������������ԭ����17������������������������仯�����������������ü�����11-17�ź������֣���ʹ�������������ˣ�����������Ӻ������������Ӿ����еĶ�������ָ16mm����һ��ӦС��8%�����������������ı仯��С��ʹ�ӽ�E60��PX2�;�����ĵȸ���������������Ч�����ӣ��Ը�������������ͬʱ��������ж��������Ŀ����ԡ�
������JA250A���������ڲ���A201ϵ�д�ͳ��ǯ��ڶ���֧��ṹ�����������˽ṹ�ߴ��������ʵ��ı䣬ʹ�����δﵽ�ȸ�������Ч��������������仯��ͼ��
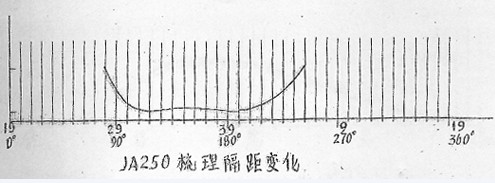
����ͬʱ�����ǽ�A201ϵ�е�ǯ��ṹԭ����ҧ�ϣ���Ϊ˫��ҧ�ϣ�����ҧ�Ϻ���ǯ���ؿ�����1mm�࣬�Լ���������϶���ij��ȡ�
������3�����ڸ���ǯ��ṹͬʱ�����Ʒ���Ӻϼ������ʵ��ı����˳ߴ磬ʹǯ���ǰ���˶����ӽ�E60�ͣ�Ϊ����Ӻ���Ƥ���������궯���¼�ʵ������
����ӺϽ�ǯ���ǰ����JA250A��E60�ĶԱ����ϼ�����

������������Ч������ߣ���������˶��������Ƿ�������λ�ƻ�ǯ��ǰ�Ƹ��ӽ�E60�ͻ��ͣ���֤��JA250A�;�����Ĺ���Ч����JA250A����E7/6�͵�ǯ���˶�������ͼ��

������4������������е�ṹ�������㹤�ռ������ܵĻ����ϣ����ڣ�
������Ƥ���Ĺ̶�����������Ч�Ĺ������ȣ�ʹJA250A�Ĺ����������ϵ�����ã���230mm 270mm 300mm�Ĺ������ȣ������ӵ�λ����Ļ�̨������
����������ǣ����������A201ϵ�еĶ��϶��¸�Ϊ��������˫��ǣ�졣
��������A201ϵ�е��˹�����������������״��Ϊ���������ޣ�6�۵ĵ�������Ϊ1800m3/nr����ֱ�����˳�����ӣ���ÿ��4̨-5̨JA250A�;��ᵥ������һֻ��ά��������
��������ԭ��A201ϵ�е�ɢװ�������û�������װ�ķ������ijɷֶ���װ���������쳧��װ��������ת��Ļ�̨�������û��������������û�������ʱ���ֱ�֤�˻�е������ҲΪ���6�ۻ�8����ϵĻ��ʹ����˻���������<BR>�������ڵ��������ϲ��ñ�Ƶ���٣���ȻҲ�ɸ����û��Ŀ�����仯��
������5����ǰ�������ĸĽ�
����A201ϵ������A191���������գ����������JA250Aͬʱ����A191�͵�ǣ��ͷ�ı��˫ǣ��ͷ����JA60����������������A191���������ո�Ϊ���������գ��ȸ����˳ɾ�����ĺ�����ȶȣ�Ҳʹ�������Ķ�������A201ϵ�е�<65%�ﵽ70%���ϡ�JA60������������������A191�������ṹ�������������ص㣬������һ��ǣ����ܵõ�������ȵ�С�����Ҽ۸�ϵͣ�����ʵ�á�
�����������Ľ����JA250A�;�����ڳ����¹��֯����˾��180ǯ��/�ֵ��ٶ���ת������Խ���������A201E������12%�������������ɵ���15%����������һ���ţ�����ͬ�����·�ϸ���ޡ�������������ָ�������A201ϵ�С�����JA250A�;�����ij��֣�һЩ����A201ϵ�л��͵ij������Ӳ�ͬ�ĽǶȶ�A201E�;�������оֲ��Ľ���һЩ��֯���ཫA201ϵ����Ч������Ƚ��иĶ̵�������ȡ���˽Ϻ�Ч����












