�ҹ�˾��2001���������12̨��γ��֯��е�ɷ�����˾�������������Ƚ���������������F1268�;������Ͷ������������ת�������ڼ����Ǿ������ι��յ������ְ���Ʒ�ͳ�ɴ�����Ѵﵽ�൱ˮƽ�����Ľ�ϸû���Ҫ�������ܣ������乤�����á���Ʒ������ʹ����ᡣ
����1 ��Ҫ��������ص�
����1��1 ��Ҫ�������(����1)
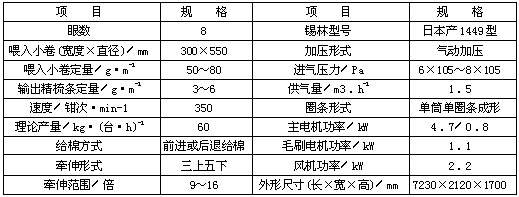
(1)���ٸ�Ч������ʵ�á��û�����ٶȿɴ�350ǯ�Σ�min��ʵ�������ٶ�300ǯ�Σ�min���ң���װ����Ϊ8��28 kW�������кĵ��٣�������ƽṹ���ա�ռ�����С��
(2)�Ż��˸�������λ�á��û����õ����Ƚ��������ܸ���������λ��ǰ�ƣ���С�˸���������ǰ����������ǯ�ڸ��࣬�����ڶԽ϶���ά�Ŀ��ƣ��ܼ��������е���Ч��ά�������ڽ�Լ���ޡ�
(3)ǯ����ƺ�������֤���������ȶ����û�ǯ�崫���������������Ȳ���70mm�������ڸ��ٺ������Ĵ�ͷ�������������ɵ�ǯ�������ǯ�������ճ֣���һ����Ӧ�˸������к�ǯ����ճ����ܡ�
(4)���ʵ�����Ԫ�������������Ч���á����ֲ����������ͣ�38����ݣ������������룬���ܶ�Ϊ26�룯cm��
(5)������������ǣ����ʽ������ǣ��������ѡ�������������ʷ����ܡ�ǣ�촫������ͬ�������ṹ�������ȶ�������ά�ޡ�
(6)����Ȧ����нṹ����Ͳ��Ȧ�����Σ���תƽ�ȣ�����Ȧ����κã�������ǣ�졣
(7)��ά���������������ޣ����ɿ���Ч�ʸߡ�
(8)�����˻��Ի����ܡ������ձ�����PLC�ɱ�̿�������������������ʾ���������㣬���ϼ�ص������̶ȸߡ�
2 ��ɴƷ�ּ�ԭ�ϵ�ѡ��(����2)
��2 ��ɴƷ�ּ�ԭ������

3 ��ɴ�������̼�F1268�;�����������ü���
3��1 ��ɴ��������
FA009������ʽץ��→FAl05A�͵���������→FA026�ͽ������→FAll6�������ӻ�→FA231������→FA334��������→FA344�Ͳ�����→FAl268�;����→FA306�Ͳ�����→FA457�ʹ����→FA506��ϸɴ��
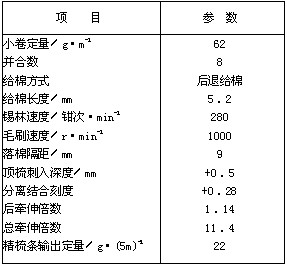
3��2 F1268�;�������ղ���(����3)
��3 F1268�;�������ղ���
3��3 F1268�;�����������ü���
(1)�����ա�����·�߲��������������գ������������������ϼ�Ҫ��֤��ά����ֱƽ�С����Ȼ�ϣ���Ҫ�˷�ճ�������������������ǣ�칤�ռ������IJ��ϸ���ѡ��Ҫ���������Dz�������1��303��ǣ�죬����6��21��ǣ�죬��������22�����ϡ�
(2)С���������տ�ʼ�Ի�ʱС����������54g��m�������أ���С������Ϊ62 g��m��
(3)����ʽ�����ǵ�ԭ�����ܼ����������������������Ƚϴ�Ϊ����߾��������ʣ����Dz��ú��˸��ޣ�������Ϊ5��2mm��
(4)�����ٶȡ���Ϊ��װ�豸��һ��ĥ���ڣ������ٶ��ɿ�ʼ�Ի���200ǯ�Σ�min��ߵ�280ǯ�Σ�min�������ȱ�֤���豸�������У����ȶ��˾�����������
(5)���������ȡ�����ʵ�������Ŷ��������ȵ����ӣ���������Ӧ��������ߣ����������Ƕ�����أ����ǰѶ��������ȵ���Ϊ+0��5mm��
(6)����ӺϿ̶ȡ������Ͽ̶ȵĵ���Ӧ��ʵ�������������������˹������ֵ���䲨��ͼ������ѡ�����ǵľ����ǰѷ���ӺϿ̶ȵ�����+0��28�̶�ʱ����������ͼ������������֡�
(7)�������������ʵ���߾������������Խ��;����ǣ�챶�����˷�����ǣ�������ɵĸ��Ӳ��ȣ������ھ������ɣ��������������������ɷ���ǿ�ȼ�С�����Ч��Ҳ��֮���͡�
��Ҫ��������ָ�����
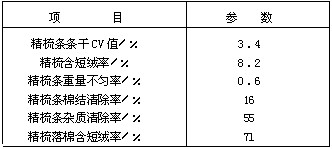
4��1 ��������Ҫ����ָ��(����4)
��4 F1268�;������ҪҪָ��
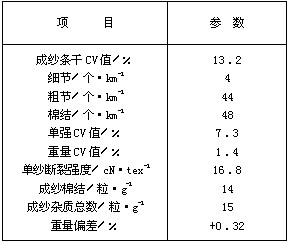
4��2 ��ɴ����(����5)
��5 ����ɴ��ɴ����
5 ʹ�����
(1)��ʪ�ȵĿ��ơ��û�����ʪ�ȱ仯��Ӧ�Ƚ����С�ʵ��������������ʪ��һ���в������ͻ���ɷ��뽺�����������˲��ƣ�������������������������������ʪ�ȿ�����65�����ң��¶ȿ�����24��ʱ����������
(2)����һ����������ض�����ǿ���ᣬ���ų����Ʊ����Ӷ��������������������ɶ���һ������Ƕ��������Ͳ�ϴ�������������Ҫ��ֵ������ǿѲ�أ����ӶԶ������������ͬʱ�Ŵ������䶨���ļ�϶��3 mm�������������˶���һ�����
(3)�����ұߵĸ��ơ����������Ե������ұ���Ҫ�������Ҵ���Ʒ�����ԸĽ������Dz��ü���С�����������С������������С��ճ����ë����������ͨ�����������Ͳ�ϴ������ͨ������һ��������ұ��������ơ���������������С���ް忪�ڣ����Ӷ������ļ������ã����õķ��뽺������Ҫ��ߣ��ž�����뽺��������ɵ������ұ�����
(4)���̨�����ȿڵ�ѡ�����ȿڶ��������м������ã����м�����á����Ҫ��������������ѡ���ʵ��������ȿڣ�ͬʱ��Ҫ���ǵ��������ļ������ܣ�������������ĵ���ƽ̨���������ӿ�������ǵľ����ǣ���˺��l��2����ʱ�����̨��Ӧ�������ö�ͣ�����������ڵ���ƽ̨�ϲ�ӿ�����ù�����ȿڲ��ʵ���
(5)�����ʵĿ��ơ��û������ʵIJ��������������������������ϴ��ҹ�˾�����ʿ�����19����2l��֮�䡣����������ʱ�����ǰѲ���ʱ���趨Ϊ10 s��ͬ��̨��ͬ������������5��������ƽ��ֵ������Ҫ��ÿ�ο���ʱ����λ��һ�£�ͬʱע�������ռ��������������ܷ�Ҫ�ã���������ʵ�����ݲŻ�ȷ�����Ǹû��Ե��������ʲ������ѣ������۲�����Ч�����Ǹ�ȱ�ݣ������������ҽ��иĽ���












