�� ������Ҫ�����Ľ��������IJ������ϵ��������ľ࣬������ά���ȵı仯�����Զ����ڵ��¼�������������װ�и�����ά���ȷֽν����������ľ���ڵĻ��������ֻ��������е���쳧�Ƽ�Ӧ�ã�����Ӧ������ά����Ҫ�����������ٸ���Ҷת������ת������Ƶ�ʿ��ȵ���Ϣ��Ӧ����ԭ�����жϣ����˵Ķ�������ָ��Ļ�����ÿ�����ƶ�����ѭ����Ѹ�١��������ϵ��к������ǵ��ӿ��ƵIJ�����������������˳��ִ�����
�ؼ��ʣ��������ľࡢ��������������������ת��ϵͳ������
1��������
�����ڴ�ͳ��֯�����У������ҶԴӳ���ȡ����Ʒ���в��ԣ����������������ϵ�У������������������Ȼ���ڼ��㷺Ӧ�õ��Ӽ��������װ��������������������������Ŀ��Ƶȣ����������߲��Լ�����Ȼ���ͺ�ġ�
��ȥ��20�����֯��е�����ʲ�����ߣ������ٶȴ��������ת����ɴ��������Լ�屶��һ�㻷��ϸɴ�������һ��ڲ��ϵ���ߣ��������������ٶ���180��/����ߵ�1000��/�֣������ĸ��ٶȾ�ҪӦ���Զ������ϵ��ÿ̨�������������������Զ���������ڣ����Բ�����Ϊ�����о������Զ���ؼ�����ʵʩһ������Ϊ�������������ܸߣ�����ϸɴ��̨���࣬�������ڲ������Ͻ����Զ���أ������ϱȽϺ��㡣
����2����������������ĵ��ڣ�
����2.1 ��������Ҫ������������������IJ��ϼ��Բ��ϵ���������ǣ�죬�����������IJ��ϡ������ڳ��ȷ���IJ���ɲ��ֵõ�ƽ������������ǣ�죬��ά���еõ��Ľ���ǣ������������������������Ͱ�У��Թ���һ���ӹ�����������ǣ������л���������ȣ��������Dz������ϲ�����������ʽ���������ȣ���һ�ֲ������ɻ�е������ɣ���ǣ������ƫ�Ļ�Բ����ǣ���������䴫����������ת�ٶȲ����ȵȶ���ʹ�������������Ե��������γɻ�е�����ڶ��ֲ���������ά������ص�ǣ�칤��������ȷ����ɡ�һ��ǣ��������������ɵIJ��ȱȽ��ձ飬��ǣ��С�������������ƻ��������������Ƥ��ĥ����ô��ȡ�Ӧ�����Ա����������LVDTS����������������֮��ĸ��ࣨͼ1��ʾ���о���������е���ȣ��������Ӧ�����ִ����������ϡ�
����2.2 �ڶ��ֲ�����ǣ������е���ά������ǣ���������ľ�֮��Ĺ�ϵ��أ���������ʮ����Ҫ�����أ�Ӧ����ά���ȣ���� ��ά���鳤�ȣ����������ľ�֮�������ֵ�������ˮƽ���������ˮƽ�ı��ʳ�Ϊ���ľ���ʣ��ڲ���������ά���а�����ά���ȵı仯����ά��ǣ������в��ǵ������ƶ����dz��� ���˶������Ӧ��“��ά������”��˵������������ͨ����ά���ȵIJ��Խ����˵����ά�ij����������2.5%��Խ���ȡ�
����2.3 �ڲ���������֮���ǯ��������ά�ڲ�ͬ��λ�ã��ܵ���ͬ�Ŀ��ƣ����ʵ��“���ľ����”Ҫ�������ϵ���ά�������������γߴ縴�ӵĶࡣ�����漰�������������ܶȣ����ӹ���ά�����������������ľ��ڵ���ά�ļ���״̬�ȡ���Щ����Ӱ�쵽ǣ�첻�ȵIJ��������⣬��е����Ҳ��Ӱ������ά��ص������ȣ���ǣ����ϵ������ƫ����������ԵIJ��Ȼ��������е������ˣ��������γߴ粻�ɺ��ӣ�����������ľ�ɼ��ٲ���ǣ�첻�ȵĻ��ᡣ�ò�������������ȷ������������ľ࣬Ҫ�Ȳ�����ά����ȷ���������ľ�á�
����2.4�����ͨ�����ľ���Զ�����������ǣ�첻�ȵ����⣬����������¼����ڳ�Ƭ������������ά���ȱ��ֲ��䣬����ʵ���ϲ�ͬ�ļӹ��Σ�������λ�ϣ����������ȷ�����ά���ȵı仯�Ǵ��ڵġ���˵������ǰ�ĸ������о��������ಢ�����÷���������Ȼ��ɳ�����ά�ľֲ����У���������۵㣬��ʹ������ά�����仯���о��ڻ�����תʱ���ı��������ľ�ķ����Ա㱣����ά����ά�����������ľ�ıȴ������״̬���м�ֵ�ġ�
��3�������Զ������������ľ�Ļ�����
����3.1 �ڲ�������������װһ�����������ô����ȿ��ϵĴ������ϲ�õ�Ѷ���������������ľ�ĵ��ڣ�����һ�ֱջ���Ϣ������ϵ��������������ӵ������ȣ����������������ľ�ĵ�������������١������ȿڵõ����źŸ�ȷ�е�˵�ǴӸ���Դ����������������ͨ�����ȿ�ʱ����ѹ�����������Եı仯�������淴�������γɸ���Դ�������������źŲ�������Ҫ�����Ȼ�е����ź�Ҫ���Ķ࣬��Ӧ��LVDT��ϵ��Ƶ�η�Χ�ڷ�����ǣ�첻�ȴ���Ƶ������ʾ������
����3.2 ��һ���൱���IJ����ڣ����ܰ����ɻ�еԭ����ɵ������Ⱥ�С�ķ�ֵ���������µ��������Ϊ���‘��’�����������ϵķ�ֵ����С����������������“��”��С�ġ���ȫ������ܵİٷֱ����������ڲ�������ӦС�ġ�������Ƶ�ɻ��һ����ǣ�첻����ص�Ѷ�ţ�Ӧ�����Ѷ�ſɷ�������У��ǣ�������ȡ��������鼰�����ķ�������ѡ��Ƶ�ʵIJ��μ�����ȣ������ַ������ܱ����������ڷ�ֵ���ۻ�����������ǣ������ܡ�
����3.3 ��֮���������һ���������Զ����Ʒ��������ɻ��һ���ʵ���Ѷ�š�
����4���Զ����������������ľ��������ƣ�
����4.1����RSBϵ���Ͳ������ϣ���һ�ֵ���ʽ�����綯���������к��������ڲ�������ת�пɶ�ǰ�������ľ���е��ڶ����ᷢ���κι��ϡ���һǣ�������к�����ǣ���������������ľౣ�ֲ��䣬Ӧ�õ���ת����������������ǰ���Ļ�еǣ���ʡ�����ʽת�������ı���������뵽��������ϣ����Ʋ�����������С�
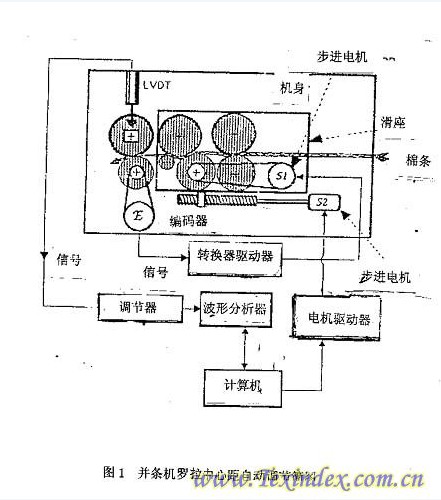
����4.2��ͼ1�п���һ��Ĵ�������һ���൱�����IJ������S1ʵ�֣�һ��ת����E��װ��ǰ�������������ϣ�����������ӼǺţ����Ʋ��������ʹ�������ǰ�����ٶ���ص�ת�١�Ϊ�˼�㣬ͼ1û�б�ʾ�к������Ĵ�����ϵ��
����������е�ǣ��û�д����ܿ�״̬���ر����ڻ�����ֹͣʱ���������������������綯�������ǹ������κ�����£������������ܶȶ�����ı䡣
����4.3�������������ǰ�װ��һ��������ƽ���ϣ�ƽ�����ݸ˿�����ǰ�������ݸ�ֱ�����ڲ��������S2�����Զ�������ϵ�������������Ѷ�ţ����Ƶ����ת��
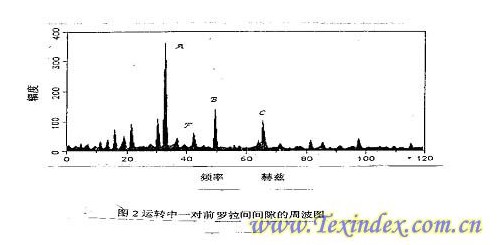
����4.4�������ϴӻع����ϼ������С���������ľ�Ϊ37.1���ס����Ա��������LVD��T’S����װ��ÿ��ǰ�������ϣ�ʹǰ��������Ч�����������������������ƽ��ֵ������һ�㲻��Ӧ��ʱ���źŶ���Ӧ��Ƶ���źŵ���Ϣ���Ը���Ҷת������ÿ��Ƶ�ʳ��ֵ�Ѷ�Ų� �ν��м�أ������������������IJ����Ǻܼ����ķ�״����ͼ2��A��B��C������ͨ��ǣ�������ȶ���ά��������Ƶ�ʷֲ�������һ���൱����Ƶ���ڣ���ͼ2F��������ʱ�����ڵ������������һ����“����”������ǰ������������������ɻ�е�����ɣ�ǣ�����������Եġ���˲�������ֵ�ҷ��Ⱥ�С���������Ƶ�ʵĸı䡣���ۼ��㹻��ʱ����ڲ���ͼ�Ͽɿ������ְ�����ķ�ֵ����һ��“ɽ”��������Щ�������������е������������ά���IJ��ȼ��������ɵIJ��Σ���˶���Ƶ�ε�ѡ����ʮ����Ҫ�ġ�
����4.5�������Բ���ͼ�����������ɶԲ�ͬ���������ľ�IJ������õ���Ƶ�Σ�����Ƶ�����ɲ��������ټ����ӹ�����ά�����ض������Զ���ά�ļӹ����κ��ٶ��¿�ѡ��һ��Ƶ�ο��ȣ���е�������ڲ����Ǻ���С�ģ������������������ܸ��ǣ����ڲ������ǣ����ɵİ����ڲ��֡��ò�õ�Ƶ��Ϊ20-70���Ȳ������ϵ�������ͼ2�����������ܺõ�У�������зǻ�е�����ȡ�
������Ƶ�β��֡�Ӧ�õ��Ӽ�������������������Ѷ�ż����µ�������ֵ��Ƚϡ� �Բ�ͬ���ź�����ֵ���Ʋ���������ı�������λ�ã�ȷ��ǰ�����������ľ࣬���һ���µ����ľ�ĵ��ڡ�
5���Զ����ڻ�������ƣ�
����5.1�����õ��Զ�������ϵ�DZջ�ʽ���źŵķ������ͻ������������Ľ�ϣ�ѡ����������������ר�Ż����Ĺ��������Ӧ�ò���ͼ��Ϊ���Թ��߷��漺ȡ�������չ��װ�ڲ������ϵ������Զ����ڻ���������ʼʱ������һ���ض������ľ�ȡ����Ӧ�IJ���ͼ�������ľ���������Ҳ������Ӧ�IJ���ͼ������������ͼ����ϸ�±Ƚϣ�ͼ�ϵ�“Сɽ”����ǰǣ������ɵķ������Ե������ȡ���������ظ����У�ֱ��ͼ�ϵķ�ֵ������С�߶ȣ�����Ƴ�������“
����5.1.1��Ӧ�ô�LVOTS�õ����źţ�����϶�ʱ�������ڵ���������������䡣
����5.1.2��Ӧ�ó��������ɸ���Ҷת����
����5.1.3��������ѡ����Ƶ�����ϵ�Ƶ����������������
����5.1.4�����沢��������õ����ֵ��
����5.1.5���������������ľࣻ
����5.1.6���ظ�����1-5��
����5.1.7���Ա���������ֵ��С��
����5.1.8 a�������������������ȣ����߸����ͬһ�������������ľࣻ b��������ǰ����ֵ��ȣ������Ǻõģ���ô�ɼ�������ͬһ����������������ľࡣ c�������������ζ����ʲΧ�ڣ����ڸ�ʱ���ڲ����ƶ������ľࡣ
����5.1.9 �ظ�1-8��������ȥ��
�����ö��������ڲ��Խ����ƽ��ֵ��ȷ����С���Ӵ��ֹͣ���ľ�ĵ��ڣ����һ��ڽ�7��9֮����һ���ͺ����ڣ��Լ��ٻ����ĥ��8��b�� ���ᵽ�ڲ�ͬ���ľ��ݲ�����ǿ�*�ģ�����ѡ������Ϊƽ��ֵ��±10%�������ƶ��ı�����Ϊ1���ס�
����6����������
�����ڲ�ͬ���ľ������²�õ���˹��CV%��һЩ���ͽ������ͼ3���������ߵ�ʵ����ͼ4












