ժ Ҫ���ڽ��ܳ崲�ӹ�Ӧ�õĻ����������˳崲�Զ������������ʽ�Զ����崲����ԭ��������ص�����̨�����س崲��Ƽ�����������Ҫ��̨���ŷ�������ơ�
�ؼ��ʣ���ѹ�ӹ� ���س崲 �ŷ� PLC
1 ����
�����������������60��70%�ǰ�ģ�������ĵĴ��Ǿ�����ѹ�ӹ��Ƴɳ�Ʒ����ѹ�ӹ��ڹ��ø�������Ӧ�÷�Χ�൱�㷺�����磬��������գ���������е��ũ�������ӣ���Ϣ���������ʵ磬��ͨ��������ҽ�����ߣ����õ������Ṥ�Ȳ����ﶼ�г�ѹ�ӹ��������ij��������̡����䡢ɢ����Ƭ����¯�������������Ŀ��塢�������������о���Ƭ�ȶ��dz�ѹ�ӹ��ġ������DZ������õ��������г����칫��е����������������Ʒ�Ȳ�Ʒ�д�����ѹ������ѹ�����շ��࣬�ɷ�Ϊ���빤��ͳ��ι��������ࡣ��ѹ���빤��Ҳ�Ƴ�ã���Ŀ����ʹ��ѹ����һ�������ߴӰ����Ϸ��룬ͬʱ��֤������������Ҫ��
������ѹ���빤��ʹ�ó崲�ӹ�ʵ�֡���üӹ������������ð�װ��ѹ�����ϵ�ģ�߶Բ���ʩ��ѹ����ʹ�����������δӶ�������������ѹ���ӹ���������ѹ�豸���˺����ˮѹ�������⣬һ�㶼���û�еѹ��������ѹ�����б����ȡ��ᡢǿ���ص㡣���ڲ��þ���ģ�ߣ��������ȿɴ��������ظ����ȸߡ����һ�£����Գ�ѹ�����ѡ�̨�ȡ����ѹ��һ�㲻�پ������ӹ��������Ҫ�����������ӹ���
2 �崲�Զ�������
������ѹ��Ȼ�Ǹ�Ч�����������������ֹ���ģ�߳崲��ѹ�����ӹ�������ÿ����������ʮ�����ټ���ѹ��������£���Ҫ�ڶ���ʱ����������ϡ���ѹ���������ŷ��ϵȹ����ֹ���ģ�߳崲��ѹ���������㲻�����������Ҫ���ִ��������������豸�������¹ʡ���ѹ�еİ�ȫ��Ч������һ���dz������ʵì�����⡣
�������ø���ģ�������Ƕλ����ģ�����س崲������һ̨ѹ��������ɶ����ѹ����ʵ���ɴ��Ͽ�������ƽ����õ����Ρ�������ȫ�Զ�����������Ч�ʸߣ��Ͷ������ã������ɱ��ͣ�һ��ÿ���ӿ��������ټ������ִ����ٶλ��еѹ����Ϊ���ģ����ÿ�������ƽ����Ʒ�ռ������͵Ȼ�е�Լ�ģ�߿�Ϳ��ٻ�ģװ�ã������ü����������ƣ�����ɸ������ʵ��Զ���ѹ�����ߡ����ؼ���Ӧ���ڳ崲�豸����,ʹ��ͨ�崲��������,ͨ�����ؼ������Զ�������ɳ�ѹ�Ĺ��ܡ�
��������PLC�����ĸ���ȫ�Զ����س崲�Զ���ɶ�������ϵ����ϡ����ϡ����ϼ�����״���ϵļ��ɼӹ����̡� ȫ�Զ����س崲��ͨ���ɻ������塢����װ�á�����װ�á�����״����װ�á��Զ������Ӳ���Ϳ������������ɡ�
3 �������س崲
��������ʽ�崲������ij崲�ṹ������ʽ�崲����ԭ���ǿ�������������϶��������ƻ���Ҳ����ģ�ĵ��λ����������˶���ʵ�ֶ��ϵij�ѹ�ӹ��������ƶ���ʵ��ѹ��������������ֹͣ�����϶���һ�������ֹ����϶ʽ��е������ɡ����س崲������ʽѹ�����ij�ѹԭ�����䡣��ͬ��������PLC���ƻ�������������ϳ�ģ������������ͣ�ͱ��ӹ����ϵĹ���X��Y����������˶�������ʹ����������Э������ʵ�ֳ�ѹ�����϶�����ͬ�����ơ� ȫ�Զ���ѹ�ӹ��У������깤��̨�ǹؼ��Ļ�е����֮һ������̨�Ĺ��������Ź���̨�������ٶȺͼ��ٶȡ�Ϊ��߹���̨�������ٶȣ������ʱ���ܼ�С����̨�Ĺ��ԡ� �ڳ�ѹ�ӹ������У�X�����ϱ�Y��Ƶ������X�����ϴ���Ϊ����һ�����幤������ʱ��Y�������һ�Ρ������ƹ���̨ʱ������X�����ϣ�Y�����£���������̨��X��������ʱ��X������ֻͨ��˿�ܴ�������ļ�ǯ�ϰ����ϵ�����X���˶���Y��������ʱ��Y������ͨ��˿�ܴ����������ϵ��졢�ϵ������˿�ܺͼ�Ƕ�ϰ���ɵĻ������µ�����Y���˶��������ṩ��ݼ���ȫ�����Ϲ��̡�
��������ϵͳ�����ṹ Ϊ��ά��ʹ�÷��㣬����������ϵͳ��������롢����ϵͳ���ӹ�ָ��������ܼ������ʽ�ȷ������γ������ֹ���ͨ�ñ���ISO���ʱ�������EIA�������ӹ�ҵЭ��������ݳ�ѹ�ӹ��ص㣬�ο������ϳ��õ�ISO������Ϊ��ѹ�ӹ��й���̨����Ϊ�������ظ�������Ϊ�˼����û���������û�ָ������������ѭ������ѭ������תָ�ʹ�û�����������١� ϵͳ��������ģ�黯�ṹ���������ģ�黯�ṹ��ϵͳ������λ���ڼ��״̬����ʱ�������ģ��ɹ�ѡ��
4̨�����س崲�������
��������̨������Զ����Զ���ƽ̨���ð�����̨�ﴥ����HMI��̨��EHϵ��PLC��̨��ASDA-ABϵ�н����ŷ�ϵͳ��̨��Bϵ�б�Ƶ����
�����崲�ij�ͷ���ڻ�е�ֽṹ������������Թ̶���ʱ�������������˶����ڸù������ŷ����˶������ֹ����Զ�������״����С����-�ڸù������ŷ��˶���ÿ�γ���DZ����ߵ���Ӧ�ij��λ�ã���-���ڲ���̫���ͷ��������ѹʱ����������ߵ���ѹλ�ã�����ȵ�������λ�ɳ�ѹ��
�������Ʒ�ʽ����̨���ŷ��Ĵ������ƶ�λģʽPrģʽ��ͨ��������������Ӧ�ľ����
���������㣬ת������Ӧ��ת����ʣ�����������ͬʱͨ��ͨѶд���Ӧ���ŷ��Ĵ����У���ͨ���ŷ��ⲿ�����������������������ƹ��̣�
4.1 �˻��Ի��������
��1��������������ƣ��ڴ�����������˴β�ȡ��CNC����������ֿ��Ʒ�
ʽ���ֱ�Ϊ�ֶ���ʽ���Զ���ʽ���ο��㷽ʽ���ֶ���ʽ��ͼ1��ʾ�����ֶ���ʽʱ����������ת�����ᣬ�������ƶ���̨������ȡװ�е㡣�Զ���ʽ��ͼ2��ʾ�����Զ���ʽʱ���������ӹ����ο��㷽ʽ��ͼ3��ʾ��������ͨ��ִ�лزο��㽨����е����ϵ��ȷ��������㡣
ͼ1 �ֶ���ʽ����
ͼ2�Զ���ʽ����
ͼ3�ο��㻭��
��2��������ʾ���ڴ�������ɲ��ö�ȡ�ŷ�״̬�Ĵ�����ʾ�������꣬��������ԡ�
���ջ�����ͼ4��ʾ���ڹ��ջ����������������ꡢ���ࡢ��ѹ���������ӹ��ٶȵȣ��������貽��������ʱ��PLC���жϣ��ȴ�������λ�źŵ������ͷ���ɳ��¡�
ͼ4���ջ���
��3��ʱ�Ӻ꣺�ڹ��ջ����ͨ����Ӧ����ֵ�趨���Զ�ת��Ϊ��Ӧ���ŷ�ת��������������д���ŷ���������
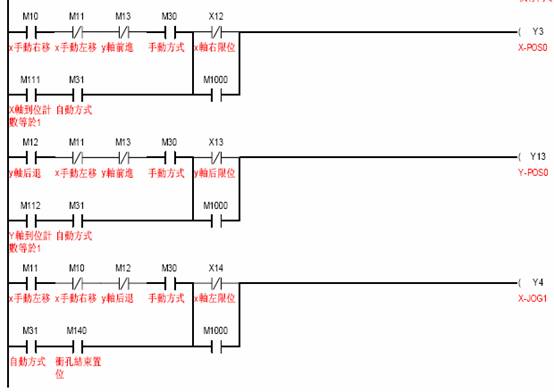
4.2 PLC�������
����ִ�м����ж�PLC��������ͼ�������£�
4.3 �����ŷ�ϵͳ�����趨
��1��������������� 0-04 = 0����������������0-05 = 1������Ȧ������
��2����λģʽPr������ 1��01��1��Pr����ģʽ����
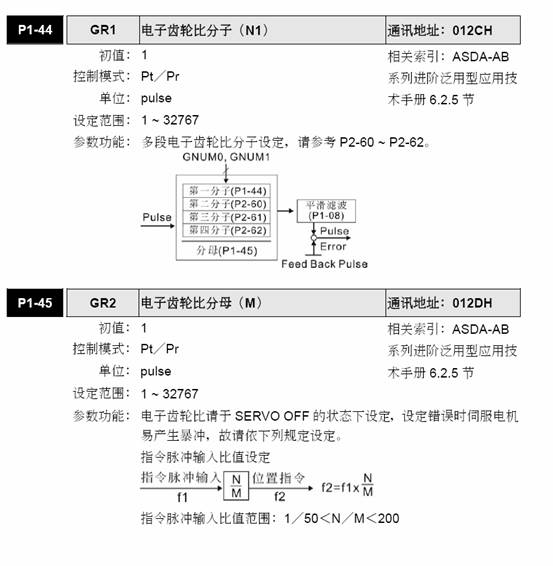
��3�����ӳ��ֱȷ��ӣ�1-44 = 5 �����ӳ��ֱȷ�ĸ1-45 = 2 ��
��4����һ�βο����ٶ�1-48 = 20���ڶ��βο����ٶ�1-49 = 30��
��5���ŷ�ʹ���źţ�2-10 = 1���ŷ�ֱ��ʹ�ܣ�
��6�������ŷ�������
2-11 = 108 ��prģʽ���������źţ�
2-12 = 122���������
2-13 = 137/111��jog+��prģʽ�Ĵ���ѡ��-ͨѶ���ƣ�
2-14 = 138/112��jog-��prģʽ�Ĵ���ѡ��-ͨѶ���ƣ�
2-15 = 106���������źţ�
2-16 = 127���ο��㴥���źţ�
2-17 = 124���ο�������źţ�
2-18 = 105���ŷ�λ�õ��
2-19 = 109 ��ԭ�㸴����ɣ�
2-20 = 107���ŷ�������
��ע��2-10~2-22�ɲο�����������������Ӷ����
3-00 = 2/3��վ���趨��
3-01 = 1��ͨѶ�����ʣ�
3-02 = 0��ͨѶЭ�飩
3-05 = 2��ͨѶ��ʽ-485ͨѶ��
4 ������
����ͨ������������ۣ�����̨������Զ���ƽ̨�����س崲���������Ӧ����չʾ����Ʒ�ƻ���һ�廯ϵͳ���ɵľ������ơ�Ӧ��̨�ﵥƷ�ƻ��缼��ƽ̨������ػ����Ļ���װ�������ﵽ���ܷ���ɱ�����Ŀ����ۺϡ�












