ЙљУЗ бюіЉОВЃЈЩТЮїЗчТжЗФжЏЙЩЗнгаЯоЙЋЫОЃЉ
ВЩгУаТНЎГЄШоУоЗФжЦCJ 4ЃЎ32 texЬиЯИКХЩДЃЌдУоХфУоЦЗМЖЮЊ1ЃЎ33;ЯЫЮЌГЄЖШЮЊ37 mmЁЃеыЖдгАЯьХчЦјжЏдьаЇТЪКЭжЪСПЕФдЩДЬѕИЩCVЁЂЕЅЩДЧПСІМАЕЅЧПCVЕШЙиМќжИБъЃЌдЫгУЯЕЭГЙЄвебЇдРэЃЌЭЈЙ§ДѓСПЗФЩДЪдбщЃЌдкдСЯЁЂЙЄвеЁЂЩшБИЕШЗНУцВЩШЁММЪѕДыЪЉЃЌБЃжЄСЫЬиЯИКХЩДЕФЫГРћЩњВњМАГЩЩДжЪСПЕФЮШЖЈЬсИпЁЃ
НќФъРДЃЌЮвГЇТНајПЊЗЂЩњВњСЫCJ 4ЃЎ32 texЕШЯЕСаЬиЯИКХЩДЁЃетРрЬиЯИКХЩДЪРНчЩЯвЛаЉЗФжЏДѓЙЋЫОКЭЙњФкВПЗжЦѓвЕвбНјааЩњВњЃЌЕЋЫљгУдСЯЛљБОЩЯЪЧЪРНчЩЯзюКУЕФГЄШоУоЃЌЮвУЧвЊПЫЗўЕФЪЧШчКЮгУЦЗжЪЯрЖдНЯВюЁЂМлИёЕЭЕФаТНЎГЄШоУоЩњВњГіХчЦјжЏЛњгУЬиЯИКХЩДЁЃгЩгкХчЦјжЏЛњЕФдЫааЫйЖШИпЁЂжЏЮяУмЖШДѓЁЂОЮГЩДГаЪмЕФеХСІДѓЃЌвђДЫЃЌЖддЩДЕФжЪСПвЊЧѓКмИпЁЃЮЊДЫЃЌеыЖдгАЯьХчЦјжЏЛњаЇТЪЁЂжЏдьжЪСПЕФдЩДЬѕИЩCVЁЂЕЅЩДЧПСІЁЂЕЅЧПCVЁЂУЋг№ЕШЙиМќжИБъЃЌдЫгУЯЕЭГЙЄвебЇЕФдРэЃЌНјааСЫДѓСПЪдбщЃЌДгдСЯЁЂЙЄвеЁЂЩшБИЕШЗНУцзїСЫЩюШыЬНЫїЃЌж№ЙЄађНтОіЩњВњжаЕФЮЪЬтЃЌЪЙдЩДжЪСПТњзуСЫХчЦјжЏЛњжЏдьвЊЧѓЃЌВњЦЗжЪСПЁЂжЏЛњаЇТЪЖМДяЕНдЄЦкЕФФПБъЁЃВњЦЗГіПкХЗУРЪаГЁЃЌЩюЪмПЭЛЇКУЦРЃЌЮЊЦѓвЕДДдьСЫСМКУЕФОМУаЇвцЁЃ
1дСЯЕФбЁХф
CJ 4ЃЎ32 texЬиЯИКХЩДгЩгкЩДНиУцЕФЯЫЮЌИљЪ§ЩйЃЌЕЅЩДОјЖдЧПСІЕЭЃЌвђДЫЃЌдСЯЕФжЪСПЪЧЗФКУЩДЕФЛљДЁЁЃЮвУЧВЩШЁЕФЗНЗЈЪЧЃКдкПтДцЕФГЄШоУоРяЃЌШЫЙЄж№АќЬєбЁЦЗМЖНЯКУЕФдУоЃЌШЛКѓдйж№АќВтЪддУоЕФЮяРэжИБъЃЌДгжаОЋбЁГіЗФЩДдСЯЃЌФПЕФЪЧОЁСПЫѕаЁдУоАќгыАќжЎМфЕФжЪСПВювьЃЌНјЖјПижЦЕЅЩДЧПСІЁЂЕЅЧПCV.ИљОнЩњВњЬхЛсЃЌУоЯЫЮЌЯИЖШгІдк1 dtexЁЋ1ЃЎ2 dtexЁЂЕЅЯЫЮЌЧПСІдк4ЃЎ0 cNвдЩЯЁЃСэЭтЃЌдкЩњВњЧАЃЌПЩЪЪСПдкАќЭтЭПФЈвЛаЉЯћЬЧМСЃЌЗХжУ24 hКѓдйЭЖШыЩњВњЃЌвЛЗНУцПЩНтОіаТНЎУоКЌЬЧСПИпдкЗФЩДЙ§ГЬжаВјТоРЁЂВјНКЙѕЁЂВјНКШІЕФЮЪЬтЃЌСэвЛЗНУцЃЌЯћЬЧМСЖдУоЯЫЮЌПЩЦ№ЕНЦНЛЌЁЂМѕЧсОВЕчЕФзїгУЃЌДгЖјИФЩЦдУоЕФПЩЗФадЁЃХфУоЧщПіЮЊЃКЦЗМЖ1ЃЎ33ЃЌГЄЖШ37 mmЃЌЦЗжЪГЄЖШ42 mmЃЌГЩЪьЖШЯЕЪ§1ЃЎ6ЃЌЯИЖШ1ЃЎ1 dtexЃЌЧПСІ4ЃЎ2cNЃЌЖЬШоТЪ10ЃЎ2ЃЅЃЌКЌдгТЪ1ЃЎ9ЃЅЁЃ
2 ЙЄвеСїГЬ
A002AаЭздЖЏзЅУоЛњЁњA035аЭЛьПЊУоЛњЁњA034аЭСљЙѕЭВПЊУоЛњЁњHF2аЭЫЋУоЯфИјУоЛњЁњP02аЭКРжэПЊУоЛњЁњA092AаЭЫЋУоЯфИјУоЛњЁњA076AаЭЕЅДђЪжГЩОэЛњЁњ1181аЭЪсУоЛњЁњFA311аЭВЂЬѕЛњЁњA191 BаЭЬѕОэЛњЁњA201EаЭОЋЪсЛњЁњFA311аЭВЂЬѕЛњ(ЖўЕР)ЁњA454аЭДжЩДЛњЁњFA504аЭЯИЩДЛњ
3ММЪѕДыЪЉ
3ЃЎ1ПЊЧхУоЙЄађ
ПЊЧхУоЙЄађВЩгУЁАЖрТфЁЂЧсДђЁЂЯШТфЁЂЩйЫщЁБЕФЙЄведдђЁЃA002AаЭздЖЏзЅУоЛњМѕаЁЕЖЦЌЩьГіРпЬѕОрРыКЭНЕЕЭЯТНЕЫйЖШЃЌЧкзЅЩйзЅЃЌМѕаЁУоПщжиСПЁЃИїВПДђЪжЫйЖШвЊБШЩњВњвЛАуЦЗжжЕФЫйЖШНЕЕЭ20ЃЅзѓгвЃЌвдМѕаЁЖдЯЫЮЌЕФЫ№ЩЫЁЃзЅУоЛњЁЂПЊУоЛњЁЂИјУоЛњдЫзЊаЇТЪгІдк85ЃЅвдЩЯЃЌДђЪжгыИјУоТоРИєОрЁЂДђЪжгыГОАєИєОрвЫДѓЃЌЕЋГОАєМфИєОрвЫаЁЃЌвдЬсИпЖддУоЕФГ§дгаЇТЪЁЃЬиБ№вЊПижЦКУУоОэЕФжиСПВЛдШТЪКЭУоОэЕФжиСПЦЋВюЃЌВХФмБЃжЄГЩЩДЕФжиСПCVКЭЕЅЧПCVЁЃУоОэжиСПВЛдШТЪПижЦдк1ЃЎ0ЃЅвдФкЃЌУоОэжиСПЦЋВюдкЁР150 gвдФкЁЃУоОэЖЈСПгІЦЋЧсеЦЮеЃЌгаРћгкЪсУоЗжЪсЃЌЬсИпГ§дгаЇЙћЃЌМѕЧсКѓЙЄађЕФЧЃЩьИКЕЃЁЃ
3ЃЎ2ЪсУоЙЄађ
ЪсУоЙЄађЪЧЗФЩДЕФЙиМќЙЄађЃЌгІОЁСПЧхГ§дУожаЕФдгжЪКЭЖЬШоВЂМѕаЁЖдЯЫЮЌЕФЫ№ЩЫЁЃдкеыВМХфжУЩЯЃЌОЙ§ЪдбщЃЌбЁгУAC2030аЭЮ§СжеыВМЃЌAD4530аЭЕРЗђеыВМЁЂGST-52аЭИЧАхеыВМЁЃ
дкЙЄвеХфжУЩЯЃЌМѕаЁДЬЙѕгыаЁТЉЕзШЫПкИєОр(6 mmЁЋ7 mm)ЃЌЪЙЕУШЫПкДІБЛЗжИюЕєЕФИНУцВуБфКёЃЌНјШыГЕЖЧЕФТфУоСПдіМгЃЌЖдХХГ§дгжЪМАЖЬШогаРћЁЃОЙ§ЙЄвеЪдбщЃЌИЧАхгыЮ§СжМфВЩгУаЁИєОрЃЌгаРћгкЯЫЮЌдкИЧАхгыЮ§СжМфЕФзЊвЦЃЌПЩМѕЩйЯЫЮЌдкзЊвЦЙ§ГЬжавђШрДъЖјдьГЩЕФУоНсЃЌЮвУЧбЁгУЕФЮ§СжЁЋИЧАхИєОрЮЊ0ЃЎ18 mmЁЂ0ЃЎ15 mmЁЂ0ЃЎ15 mmЁЂ0ЃЎ15 mmЁЂ0ЃЎ18 mmЁЃ
ЬсИпИЧАхЯпЫйЖШ(160 mmЃЏmin)ЃЌЫфШЛУПИљИЧАхЩЯЕФЯЫЮЌСПМѕЩйЃЌЕЋЪЧЕЅЮЛЪБМфФкИЧАхЛЈЕФзмСПдіМгЃЌМгЧПСЫЖдЖЬШоКЭдгжЪЕФХХГ§ЃЌвђДЫЃЌЩњЬѕжаЕФЖЬШоКЭдгжЪвргаЫљНЕЕЭЁЃМѕаЁЖдЯЫЮЌЕФЫ№ЩЫЪЧЩњВњЬиЯИКХЩДЕФЙиМќЃЌЮвУЧдкЪсУоЙЄађДЬЙѕЁЂЮ§СжЁЂЕРЗђЖМВЩгУСЫНЯЕЭЕФзЊЫйЃКДЬЙѕ800 rЃЏminЁЂЮ§Сж300 rЃЏminЁЂЕРЗђ12 rЃЏminЁЃ
3ЃЎ3ОЋЪсЙЄађ
ПМТЧЕНОЁСПМѕЧсКѓЙЄађЕФЧЃЩьИКЕЃЃЌЬсИпУоЩДЕФЬѕИЩЫЎЦНЃЌЩњЬѕЁЂОЋЪсЬѕЖМВЩгУНЯЧсЕФЖЈСПЃЌЩњЬѕИЩжи13g/5 mЃЌОЋЪсЬѕИЩжи11 gЃЏ5 mЁЃ
ЩњЬѕжаЭфЙГЯЫЮЌНЯЖрЃЌОИпБЖЧЃЩьКѓМЋвзаЮГЩУоНсЁЃБэ1ЮЊдЄВЂЬѕЧЃЩьЙЄвеЪдбщЃЌНсЙћБэУїЃЌдкОЋЪсзМБИдЄВЂЬѕЙЄађВЩгУ6ИљВЂКЯЁЂКѓЧјЧЃЩьБЖЪ§1ЃЎ7БЖЁЂзмЧЃЩьБЖЪ§ВЛГЌЙ§7ЃЎ5БЖЕФЙЄвеЃЌгаРћгкЯћГ§ЯЫЮЌЭфЙГЃЌЖјЧвЃЌУоЭјУППЫНсдгСЃЪ§БШ8ИљВЂКЯПЩМѕЩй20ЃЅвдЩЯЁЃ
ЬѕОэЧЃЩьБЖЪ§ВЛвЫДѓЃЌЗРжЙРЖЯУоЬѕЁЂОэзгУЋБпЁЂеГВуЁЃаЁОэБиаыБЃжЄзнЯђЁЂКсЯђОљдШЁЃ
ОЋЪсЙЄађЕФжївЊШЮЮёЪЧЪЙЯЫЮЌДдОЁСПЩьжБЦНааЃЌЖјЧвДюЭЗзюКУЃЌзюДѓЯоЖШЕиХХГ§ЖЬШоКЭдгжЪЁЃбЁгУA201EаЭОЋЪсЛњЃЌЮ§СжЫйЖШ125ЧЏДЮЃЏminЃЌТфУоТЪ20ЃЅЁР1ЃЅЃЌОЋЪсЬѕКЌЖЬШоТЪ8ЃЅвдЯТЁЃдкШеГЃЩњВњжаЃЌвЊЧѓЮ§СжЁЂЖЅЪсЪМжеБЃГжСМКУЕФЗжЪсаЇЙћЃЌМсГжУПИіАрЖМвЊМьВщЁЃЗжРыНКЙѕЕФЦНааЖШвЊКУЃЌЕБНКЙѕадФмгАЯьЕНУоЭјжЪСПЪБвЊМАЪБИќЛЛЃЌЙЄвеЩЯКЯРэЕїећЗжРыТоРЫГзЊЖЈЪБКЭЧЏАхЕФБеКЯЖЈЪБЃЌИФЩЦУоЭјЕФЗжРыЁЂНгКЯвдЛёЕУНЯКУЕФУоЭјжЪСПЁЃЖдТфУоИєОрЁЂЪсРэИєОргІНјаажмЦкадМьВщЁЂаЃе§ЃЌБЃжЄТфУоЕФЬЈВюПижЦдк1ЃЅвдФкЃЌблВю2ЃЅвдФкЁЃ
3ЃЎ4ВЂЬѕЙЄађ
ОЙ§ОЋЪсКѓЯЫЮЌЕФЦНааЩьжБЖШЖМгаСЫКмДѓИФЩЦЃЌЕЋЪЧЯЫЮЌБЇКЯСІВюЁЂУоЬѕвзЗЂУЋЗЂРУЃЌвђДЫОЋКѓВЂЬѕЪфГіЯпЫйЖШЩшЖЈЮЊ180m/minЃЌЗРжЙвђГЕЫйЙ§ИпдьГЩУоДдДђелЁЂНКЙѕДјЛЈаЮГЩЩДДУЁЃВЂЬѕВЩгУЫГЧЃЩьЃЌЭЗЕРВЂЬѕКѓЧјЧЃЩьБЖЪ§1ЃЎ7БЖЃЌФЉЕРВЂЬѕКѓЧјЧЃЩьБЖЪ§1ЃЎ3БЖЁЃ
ВЂЬѕНКЙѕвЊВЩгУПЙОВЕчаЇЙћКУЕФЭПСЯНјааДІРэЃЌвдМѕЩйНКЙѕДјЛЈЃЌБЃГжУоЬѕЙтЛЌЁЃЮЊМѕЩйПеЭВПЊГЕЪБвђЫІЬѕдьГЩЕФЭВЕзРУЬѕЃЌFA311аЭВЂЬѕЛњПЊГЕТ§ЫйЦєЖЏЃЌ40 sКѓдйПЊПьЫйЁЃ
ЩњВњжаБЃГжУоЬѕЭЈЕРЁЂУоЬѕЭВЙтЛЌЮоЙвЛЈЃЌЧЃЩьЧјЧхНрзАжУзїгУСМКУЃЌЖЯЭЗздЭЃзАжУСщУєЃЌУоЬѕЭВФкУоЬѕВЛвЊзАЕУЙ§ТњЃЌБмУтУоЬѕЛ§бЙдьГЩЦЦЬѕЁЃ
3ЃЎ5ДжЩДЙЄађ
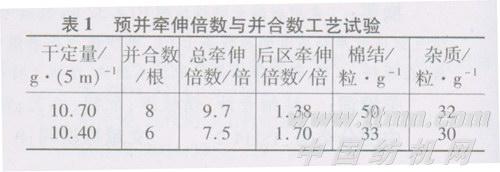
ЗФЩДЪдбщБэУїЃЌЯИЩДЧЃЩьБЖЪ§Й§ДѓЃЌгАЯьГЩЩДЬѕИЩЫЎЦНЃЌЫљвдЃЌЮвУЧЩшМЦДжЩДИЩЖЈСП1ЃЎ8 gЃЏ10mЁЃПМТЧЕНДжЩДЖЈСПЧсЃЌдкЭЫШЦжавзВњЩњвтЭтЩьГЄЃЌдіМгГЩЩДЯИНкКЭдкЯИЩДЙЄађдьГЩЖЯДжЩДЯжЯѓЃЌвђДЫЃЌвЊЧѓДжЩДЬѕБиаыФмГаЪмвЛЖЈЕФеХСІЃЌдђДжЩДФэЯЕЪ§ашЦЋДѓеЦЮеЃЌЗЖЮЇдк110ЁЋ115ЁЃДжЩДШнСПВЛФмЙ§ДѓЃЌГЄЖШ2500 mзѓгвМДПЩЃЌетбљећжЛДжЩДБШНЯЧсЃЌБугкЭЫШЦЁЃЗФжЦЬиЯИКХЩДЕФДжЩДЩЯЯТЖЏГЬгІВЛЭЌгквЛАуЦЗжжЃЌЪЪЕБЫѕЖЬДжЩДЩЯЯТЖЏГЬЖдМѕЩйГЩЩДЯИНкгаЯджјаЇЙћЁЃгУКУA454аЭДжЩДЛњЕФЗРЯИНкзАжУЃЌМѕЩйПЊЙиГЕЫљдьГЩЕФЯИНкЁЃЭЈЙ§ЖдДжЩДТоРИєОрЁЂКѓЧјЧЃЩьБЖЪ§ЁЂЧЏПкИєОрНјааШ§вђЫиЖўЫЎЦНЕФЙЄвеЪдбщЃЌдкТоРИєОрЮЊ25 mmЁС30 mmЃЌКѓЧјЧЃЩьБЖЪ§ЮЊ1ЃЎ24БЖЃЌЧЏПкИєОрЮЊ5ЃЎ4mmЪБДжЩДЬѕИЩЫЎЦНКУЁЃ
3ЃЎ6ЯИЩДЙЄађ
CJ 4ЃЎ32 texЬиЯИКХЩДЕФЦНОљЕЅЩДЧПСІжЛга80 cNЁЋ100 cNЃЌвЊдкХчЦјжЏЛњЩЯЪЙгУЃЌМШвЊЧѓЩДЕФЦНОљЧПСІЃЌИќвЊЧѓЩДЕФЕЅЧПCVКЭЩДЕФзюаЁЕЅЧПжЕЁЃЩДЕФзюаЁЧПСІЪЧгЩЩДЕФЧПСІШѕЛЗдьГЩЕФЃЌЖјЧПСІШѕЛЗЕФаЮГЩгыЩДНиУцжаЕФЯЫЮЌИљЪ§ЁЂЯЫЮЌЕФжсЯђХХСаећЦыЖШМАФэЖШЗжВМЧщПігаЙиЯЕЁЃвЊМѕЩйЧПСІШѕЛЗЃЌЪзЯШГЩЩДЬѕИЩвЊОљдШЃЌЧЇУзЯИНкЁЂДжНкЁЂУоНсвЊЩйЃЌЖЇзгжЎМфЕФЫйЖШВювьаЁЃЌФэЖШЗжВМвЊОљдШЁЃвђДЫЃЌЯИЩДЙЄађЪЧЬсИпдЩДжЪСПЕФЙиМќЙЄађЁЃ
ЭЈЙ§ЪдбщЖдЯИЩДжївЊЙЄвеВЮЪ§ТоРИєОрЁЂКѓЧјЧЃЩьБЖЪ§ЁЂЧЏПкИєОрНјаагХбЁЃЌТоРИєОрЮЊ18mmЁС35 mmЃЌКѓЧјЧЃЩьБЖЪ§ЮЊ1ЃЎ16БЖЃЌЧЏПкИєОрЮЊ2ЃЎ5 mmЪБГЩЩДЬѕИЩCVЁЂЕЅЧПCVЫЎЦНКУЁЃЩшМЦФэЯЕЪ§380ЁЋ400ЃЌГЩЩДЧПСІПЩДяЕНСйНчзюИпжЕЁЃ
ећЖйЩшБИзДЬЌЃЌБЃжЄТоРЭфЧњаЁгк0ЃЎ03 mmЃЌТоРЙЕВлЕФЮлЙИвЛЖЈвЊЧхЯДИЩОЛЁЃДжЩДЭаЖЇЃЌЖЇМтЮЛжУЩЯЯТДЙжБЃЌЭаНХЦНЮШЃЌБЃжЄДжЩДзЊЖЏСщЛюЁЃНКЙѕЩЯГЕЧАвЊНјааЛюМјЖЈЃЌЦЋаФЁЂжаАМГЌЙ§0ЃЎ05mmЕФНКЙѕМсОіВЛФмЩЯГЕЪЙгУЁЃЩњВњЙ§ГЬжаЃЌгЩзЈШЫУПЬьгУБуаЏЪННКЙѕЛюМјЖЈвЧж№ЖЇМьВщНКЙѕжЪСПЃЌЯћГ§гАЯьГЩЩДЬѕИЩЕФТфКѓЖЇзгЁЃЖЇДјХЬНјГіЮЛжУдкЁР20 mmвдФкЃЌЮоХмЦЋЁЂФЅЫ№ЁЂХЄЧњЕШЁЃЮЊСЫБЃжЄЖЇДјеХСІвЛжТЃЌЮвУЧдкИУЦЗжжЭЖШыЩњВњЪБЃЌећЬЈГЕШЋВПЛЛЩЯаТЖЇДјЃЌВЂгУЖЇзгЩСЙтВтЫйвЧВтЪдУПИљЖЇДјЖЇЫйЃЌвдМѕаЁЖЇЫйВювьЁЃ
бЁгУжБНгЮГЩДЙмЗФЩД(180 mmЁС17ЃЎ5 mm)ЃЌЩ§НЕЖЏГЬаЁгк155 mmЃЌФПЕФЪЧМѕаЁЗФЩДЦјШІжБОЖЃЌЗРжЙЩДЬѕХіИєЩДАхЁЂЩДЙмЭЗЖЫЃЌДгЖјМѕЩйГЩЩДУЋг№ЁЃ
бЁгУNFR-W888аЭВЛДІРэНКЙѕЃЌгВЖШЮЊЩлЖћA68ЖШЁР2ЖШЃЌЕЭгВЖШВЛДІРэНКЙѕЕЏадКУЃЌФІВССІНчдіДѓЃЌЫѕаЁСЫЯЫЮЌИЁгЮЧјЕФГЄЖШЃЌЪЙЯЫЮЌБфЫйЕуППНќЧАЧЏПкЃЌЧЃЩьЮШЖЈЃЌГЩЩДЬѕИЩCVБШДѓЦсНКЙѕ(ЩлЖћA80ЖШЁР2ЖШ)НЕЕЭ1ЃЎ5ЃЅЃЌГЃЗЂадЩДДУПЩМѕЩй30ЃЅЁЋ40ЃЅЁЃ
4ГЩЩДжЪСП
CJ 4ЃЎ32 rexЬиЯИКХЩДГЩЩДжЪСПжИБъЮЊЃКАйУзжиСПЦЋВю+1ЃЎ1ЃЅЃЌжиСПCV 1ЃЎ6ЃЅЃЌЬѕИЩCV18ЃЎ5ЃЅЃЌЯИНк486ИіЃЏkmЃЌДжНк34ИіЃЏkmЃЌУоНс320ИіЃЏkmЃЌЦНОљЧПСІ94 cNЃЌЕЅЧПCV 15ЃЎ5ЃЅЃЌЖЯСбЧПЖШ20ЃЎ1 cNЃЏtexЃЌГЃЗЂадЩДДУ1ИіЃЏ10ЭђmЃЌКкАхУоНс22СЃЃЏgЁЃ
5 Нсгя
(1)ЗФжЦCJ 4ЃЎ32 texЬиЯИКХЩДЕФдСЯЯИЖШЁЂЕЅЯЫЧПСІжИБъвЊКУЃЌАќгыАќжЎМфЕФжЪСПВювьвЛЖЈвЊаЁЃЌетЪЧБЃжЄЗФЩДжЪСПЕФЛљДЁЁЃ
(2)ЗФжЦCJ 4ЃЎ32 texЬиЯИКХЩДЙиМќЪЧИїЙЄађвЊВЩШЁЯргІЕФЙЄвеММЪѕДыЪЉЁЃУоОэЁЂЩњЬѕЕФЖЈСПвЛЖЈвЊЦЋЧсеЦЮеЃЌМѕЧсКѓЙЄађЕФЧЃЩьИКЕЃЃЌПЊЧхУоЁЂЪсУоИїВПЕЅЛњЫйЖШвЊЕЭЃЌвдМѕаЁЖдЯЫЮЌЕФЫ№ЩЫЃЛВЂЬѕЁЂДжЩДЁЂЯИЩДЙЄађбЁгУНЯДѓЕФТоРИєОрЃЌдЄВЂЁЂЭЗВЂКѓЧјЧЃЩьБЖЪ§НЯДѓгаРћгкЯЫЮЌЩьжБЦНааЃЌЖдНЕЕЭЬѕИЩCVаЇЙћЯджјЁЃ<












