


- [新闻]-->台达:世界第一大开关电源供应商
- [新闻]-->中达电通荣获2011年电源行业“十大知名企业品牌”称号
- [新闻]-->中达电通:赋予自动化整体解决方案“灵性”
- [产品]-->台达中型PLC AH500
- [产品]-->ECMA系列 标准型交流伺服电机
- [产品]-->ASDA-M系列 三轴运动控制型
产品推荐
产品分类
友情链接


联系方式
- 联系人:何小姐
- 邮 箱:recruiting@delta.com.cn
- 地 址:上海浦东新区曹路镇工业小区民夏路238号
- 手 机:021-58639595
- 电 话:021-58635678
- 传 真:021-58630003
- 网 址:http://www.deltagreentech.com.cn/sc/


台达DOP人机界面直连思瑞普针式打印机
发布时间:2011-03-29
摘 要:文本重点介绍台达DOP人机界面与思瑞普针式打印机通过宏指令成功通讯的方法,并提供了一个能打印中文汉字与坐标轴的程序。当掌握了基本的控制方法后,就能完成针打指令提供范围内所有复杂功能的打印。
关键词:针式打印机 人机界面 宏指令 串行通讯
1 引言
针式打印机由于体积小、价格便宜、控制方便等特点,在工业自动化设备上有着广泛的应用。传统方式对针式打印机的控制都是基于PLC等能自由进行通讯的控制器,针式打印机与人机界面连接一般都离不开PLC这样的控制枢纽。台达DOP人机界面提供了两个串行通讯口,并且通过宏提供的通讯指令,可以自由的对串口进行控制,来达到与针式打印机直接相连。
2 思瑞普针式打印机说明
SP-A 系列打印机不仅可以打印ASCII 字符,而且可以打印英文希腊文德文法文日等字符,语片假名和一二级国标汉字,大量的数学专用符号符号以及各种图形曲线符号。SP-A 系列打印机具有36 种通用ESC 打印命令,可以实现字符和图形和放大与缩小,打印方式的选择,打印格式的设置。对流字微打而言,通过在针式打印机的命令基础上又补充了十三条指令,可以对汉字进行旋转放大反白打等等。
2.1主要特点
SP-A 系列打印机主要特点包括:采用针式撞击点阵打印方法;特别为安装在仪器或设备的垂直面板上而设计;智能化打印控制36 个通用ESC 打印命令;打印宽度16 字符/ 行24 字符/ 行或40 字符/行有三种机型可选;打印速度1.2 行/ 秒0.7 行/ 秒或0.4 行/ 秒有三种机型可选;打印字模全部96 个5 7 点阵ASCII 字符和352 个5 7 或6 8 点阵其它字符或图符32 个用户可定义6 8 点阵字符;打印接口CENTRONICS 兼容并行接口和RS-232C 兼容串行接口;打印纸44 .5 或57.5 毫米宽40 毫米直径的普通白纸纸卷;在线/ 离线选择按键和走纸按键;在线/ 离线状态指示;单电源直流5V 操作电源<1 .0A。
2.2 RS-232C串口定义
2 :RX;3: TX;5 GND。
2.3 通讯参数选择方式
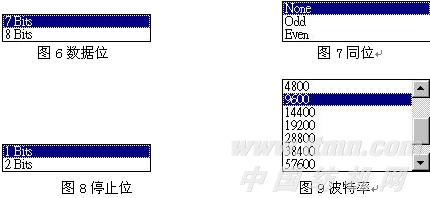
通过DIP1~DIP6开关,其中DIP1~DIP3为波特率选择,DIP4为控制方式选择,DIP5~DIP6为校验方式选择。
3 台达DOP人机界面说明
3.1 通讯宏指令
可以独立定义COM1,COM2接口,通过宏指令与针打连接。其中主要用到的是通讯宏指令。
(1)SELECTCOM。SELECTCOM →经由此项指令,来选定要切换哪一个通讯端口,因此只要使用此项指令,再于编辑时选择PLC 为NULL的选项,就可以使用两个通讯端口了,而0代表COM1,1代表COM2。(切换后,所有的通讯指令将自动针对所切换的通讯端口作处理,不同的宏之间的切换并不会互相支持或是干扰),参见图1。
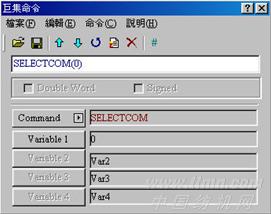
图1切换通讯端口
(2)INITCOM。INITCOM → COMPORT的起始化,用来开启通讯端口,并且设定通讯协议,参见图2--图9。

图2 INITCOM

图3 INITCOM中Variable2的设定(通讯协议)

(3)Flow Control。流程控制,传输数据时,由于实时压缩、除错等新的传输处理技术,使通讯的速度和正确性大幅提高,但也使计算机和人机间数据传输的速度往往会远大于之间真正的数据传送速度,为确保数据安全及完整传送于计算机与人机之间,因此要有传送流程的控制。
(4)No Flow Control。不加以设定。
(5)CTS/RTS。为硬件流程控制,由硬件产生的电气脉波经总线至内接式调制解调器或是由连接线至外接式调制解调器来达成流程控制。
(6)DSR/DTR。也是硬件流程控制,用于计算机跟人机以电缆直接联机。
(7)XON/XOFF。为软件流程控制,通常只用于 2400bps 之 Modem 中,控制方式是由软件产生句柄,并将其加在传送的数据之中。
(8)PUTCHARS
PUTCHARS → 经由通讯端口,输出字符。V1为通讯后回传的值,可经由此值,得到这次通讯的结果,V2为传输数据的起始地址,V3为数据的长度,V4为所允许的最大通讯时间,其单位为千分之一秒,参见图10。

图10通讯端口输出字符
(9)GETCHARS。GETCHARS →经由通讯端口得到字符。V1为通讯后回传的值可经由此值,得到这次通讯的结果,V2为传输数据的起始地址,V3为数据的长度,V4为所允许的最大通讯时间,其单位为千分之一秒,参见图11。
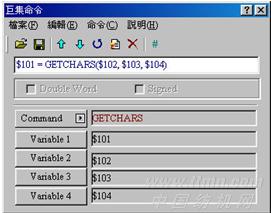
图11通讯端口输入字符
3.2程序案例
以最终要完成如图12的打印为例:
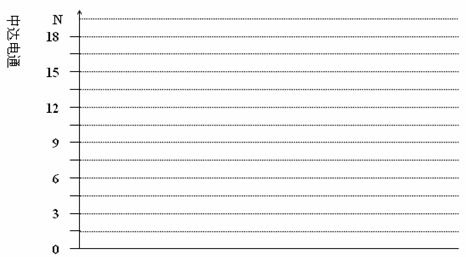
图12 打印样式
3.4通讯参数选择
9600,8,none,1 ,Mark/Space控制;使用HMI的COM1端口。
3.5编程
(1)首先新建一个程序,PLC型号为NULL;
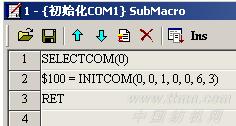
(2)在画面Cycle Macro中填入如下代码,完成HMI串口的出初始化;
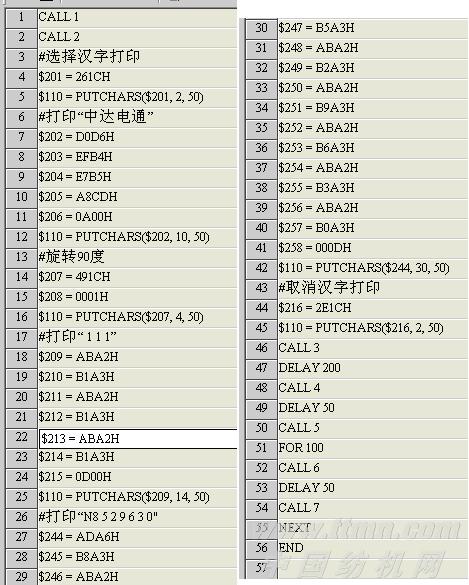
(3)在画面上建立一个【交替型】按钮,在ON Macro填入如下代码:
(4)其中Sub Macro 1为初始化COM1,代码如下:
(5)Sub Macro 2 为打印机初始化,代码如下:

(6)Sub Macro 3为打印刻度及左箭头,如下代码:

(7)Sub Macro 4为打印Y轴(代码略);
(8)Sub M7acro 5 为打印右边箭头(代码略);
(9)Sub Macro 6、7为打印分隔线(代码略)。
5 结束语
台达人机界面的宏指令是一个非常强大的功能,通讯指令的存在更是与针式打印机一类的带通讯的设备提供了非常简便的连接方式。