



- [新闻]-->应用锯齿整体锡林 提高精梳质量
- [新闻]-->锦峰纺机:梳理专家的新发展
- [新闻]-->朱裕伦:纺企应“冬天卖冰激凌”
- [产品]-->GFB-7型梳棉机双联(多点可调)固定分梳板装置
- [产品]-->GFB-ⅢQ系列梳棉机固定分梳板装置、Ⅰ型棉网清洁器
- [产品]-->GFB-ⅢQ系列梳棉机固定分梳板装置、Ⅱ型棉网清洁器
产品推荐
产品分类
友情链接


联系方式
- 联系人:张先生
- 邮 箱:Email:jin-feng@mail.wzptt.zj.cn
- 地 址:浙江省温州市瓯海高新园(娄桥)创新路3号
- 电 话:0577-86189928
- 传 真:0577-86189938
- 网 址:http://www.jin-feng.com


精梳技术发展和梳理工艺部件创新
发布时间:2007-12-22
摘要:从精梳工序的任务出发,回顾了我国精梳技术发展的历程。在重视精梳技术机械总体设计水平提高的同时,对钳板、锡 林和顶梳等关键梳理工艺部件的梳理结构及其功能系列化工作重要性的认识与时俱进,并阐述了对其改进创新实践的初 步收获。
关键词:精梳技术;梳理;锡林;顶梳;钳板
在棉纺工程中,梳理起着重要作用,梳棉又称普梳,属于纺纱基本工艺,精梳属于特种工艺,后者受梳对象局限于天然纤维,棉纺精梳主要针对棉纤维,当然也包括类似棉纤维长度的毛、麻、绢纤维。精梳棉纺系统是在普梳系统中的梳棉和并条之间增加精梳工序而成,精梳工序由精梳准备机械和精梳机组成,其主要任务应该是:
1、排除生条中的短绒,提高纤维的长度整齐度,从而改善成纱的条干均匀度,提高纱的强力,减少纱线的毛羽。
2、清洁生条中的棉结、杂质和其他疵点,改善成纱的外观质量。
3、提高纤维的伸直度、平行度和分离度,从而提高成纱的条干均匀度和强力,增加纱线的光泽。
我国精梳机起步较迟,建国初期仅有少量的引进精梳设备,为了发展品种和产品质量,上世纪50年代末才开始选型定点制造精梳机,70年代初为满足涤棉混纺产品才开始研究改造原有精梳机,80年代初在制造第一代精梳机的同时又研究制造了第二代精梳机,改革开放以后,在引进设备和技术中,逐步壮大了自我制造能力,并在国家政策鼓舞下,掀起制造和发展精梳机的高潮,集中优势,赶超国际先进水平,使精梳纱比例由20%提高到目前的35%左右,但与国际先进水平比较还存在较大差距,今后有待进一步发展。
在精梳技术发展中,除机械总体设计水平提高,例如:提高产量措施有增加小卷宽为300毫米,眼距相对缩小,眼数为8眼,增加车速300~400钳次/分;提高质量措施有采用预并条并卷和条卷并卷准备工艺,加重给棉和钳板压力,双线握持钳板,兼备前进后退给棉,钳板中支点摆动,基本达到等隔距梳理,有效输出长度缩短等以外,要完成精梳主要任务,钳板套件、锡林梳理和顶梳梳理的结构、系列品种等将起重要关键作用,其作用效果也受到用户广泛的重视。面对以上关键部件,必须跟上形势并应涵盖一定的创新意识。
一、锡林
(一)、关于齿密度
优质锡林,除了有合理的结构、优化的锯齿几何形状、优良的制造和装配精度,使其具有精密的圆整度、锋利度和光洁度以外,锡林齿密度的配置亦是一个十分重要的工艺参数,因其和梳理力度直接有关。面对着错综复杂的纤维原料、加工设备、加工工艺和成纱要求,锡林单一的齿密配置显然远远不够,有必要对其进行系列化创新,以适应不同的纺纱要求。
分组可调式锯齿整体锡林的最大优越性就是可以比植针锡林或胶粘式整体锡林能较大程度地增加齿尖数。当然,齿密度的增加也应有一定的限度,不同的纺纱要求都要有一个“度”。
以立达系列精梳机配用锡林为例,我们开发的锡林有下述规格型号:
1、对于齿面圆心角是900的锡林,按齿密配置和设计顺序分,现有“4”、“4B”和“4C”三个系列锡林可供选择:
(1)、“4”系列:JZX-4-E7/5(900),又分标准型和密型,其总齿数分别为1.87万和1.95万。其齿面配置遵循工作角前大后小,齿高前大后小,纵向齿距前大后小,轴向齿距前大后小以及齿尖“零”宽度的所谓四大四小一个“零”的原则。以标准型为例,锡林分五组,每组的齿密度分别是29齿/cm2、43齿/cm2、50齿/cm2、89齿/cm2和98齿/cm2,逐级依次增大,总齿数是1.87万。
(2)、“4B”系列:JZX-4B- E7/5(900),又分标准型、密型和加密型,其总齿数分别为2.52万、3.05万和3.76万。“4B”系列是在“4”系列四大四小一个“零”原则的基础上作了两个变化,一是较大地增加了总齿数以利于分梳力度的加强,二是这个增加主要是落在锡林的后区,前区保持不变甚至还要减少。因为我们认为锡林前区的主要功能是插入、开松及整理,而梳理功能则主要落在了后区。还是以上述的标准型为例,同样分五组,第一组齿密度从29齿/cm2下降到18齿/cm2,第五组从98齿/cm2 增加到156齿/cm2,总齿数则从1.87万增加到2.52万。
(3)、“4C”系列:JZX-4C-E7/5(900)型,又分标准型和密型,其总齿数分别为3.58万和3.99万。“4C”系列是在“4B”系列的基础上,经过对齿形的优化设计及加工工艺改革,将锡林后区的齿密度再上一个台阶,使锡林的总齿数再增加1万齿左右,极大地增强了锡林的分梳力度。还是以上述的标准型为例,同样分五组,第一组齿密度不变,第五组齿密度从156齿/cm2 增加到228齿/cm2,总齿数则从2.52万增加到3.58万。
2、对于齿面圆心角是1110的锡林,按齿密配置和设计顺序,我公司现同样有“4”、“4B”和“4C”三个系列锡林可供选择:
(1)、“4”系列:JZX-4-E7/6(1110),又分标准型和密型,其总齿数分别为2.28万和2.37万;
(2)、“4B”系列:JZX-4B- E7/6(1110),又分标准型、密型和加密型,其总齿数分别为2.93万、3.46万和4.03万;
(3)、“4C”系列:JZX-4C-E7/6(1110)型,又分标准型和密型,其总齿数分别为4.09万和5.23万。
综上所述,对于立达系列精梳机,若齿面圆心角是900,不管梳理隔距可调或否,我公司均可提供总齿数分别为1.87万、1.95万、2.52万、3.05万、3.76万、3.58万和3.99万等七种锡林;若齿面圆心角是1110,上述七种锡林的总齿数则分别是2.28万、2.37万、2.93万、3.46万、4.03万、4.09万和5.23万。
和立达系列精梳机配用锡林一样,PX2系列精梳机上的锡林也分“4”系列、“4B”系列和“4C”系列,对于齿面圆心角是900的锡林,上述七种锡林的总齿数分别为1.85万、1.93万、2.49万、3.01万、3.71万、3.53万和3.94万;若齿面圆心角是1120,七种锡林的总齿数则分别是2.25万、2.34万、2.89万、3.42万、3.98万、4.04万和5.16万。
表1为立达和PX2系列精梳机配套锡林的总齿数见表1:
表1:精梳机配套锡林的总齿数 单位:万齿

(二)、可调梳理隔距的整体锡林
众所周知,棉精梳机工作时,锡林定轴定向回转,上下钳板钳口
前后摆动,在分梳过程中隔距有所变化,当上钳唇摆动至最紧点位置时,两者之间的隔距最小,工艺上以最紧点时的隔距为梳理隔距。
原国产精梳机梳理隔距的调整是通过钳板机构调节钳板整体升降来达到的,钳板机构相对比较复杂;而新型进口及国产化后的高速精梳机则取消了钳板调节梳理隔距机构,代之以通过在锡林和锡林法兰之间用垫片来调节或弥补加工精度积累误差(包括因零部件磨损隔距随之发生变化)来保证某一设定隔距值。采用垫片调节在操作时非常不便,且不能正确连续无级可调。可调节梳理隔距的(T系列)整体锡林克服了现有技术的上述缺陷,使锡林的梳理隔距处于可控范围。其结构简图见图1:
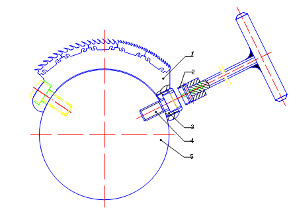
图1 可调梳理隔距整体锡林结构简图
如图所示,锡林1上安装有中孔调整螺柱3,用专用扳手2可调节中孔调整螺柱伸入露出锡林内径的细微高差,安装螺钉4穿过中孔调整螺柱将锡林固定在锡林法兰5上。要调节梳理隔距,只需调节中孔调整螺柱伸入露出锡林内径的高差,亦即锡林与锡林法兰之间的间隙即可。调节4个中孔调整螺柱,可精确地将梳理隔距均匀地调整至某一要求值,以适应不同的工艺要求,最终达到增强分梳力度,提高短绒、棉结、杂质的排除率,使精梳纱的品质更上一层楼。
可调梳理隔距整体锡林的总齿数同表1,其代号为在相应代号中加写英文字母“T”。例如:为立达系列精梳机配套齿面圆心角900的4B系列可调梳理隔距整体锡林的代号为在“4B”中间加“T”,成为JZX-4TB- E7/5(900),其总齿数同样为2.52万。
二、顶梳
和锡林一样,顶梳亦是精梳机的重要分梳专件,负责梳理纤维须丛的后端,包括钳唇死隙部分和钳板钳持后方的纤维尾端。顶梳的梳理状况对精梳纱的品质起到十分重要的作用。
近十多年来,人们对精梳锡林的研究日新月异,新品种新型号层出不穷,而顶梳则始终只有一排,仅仅是横向针密度有每10厘米240针、260针、280针、300针或330针的区别。我公司新近推出的JZD-S系列双排梳针的顶梳在顶梳有效运动的有限空间内变单排梳针为双排梳针,前后交错配置,成倍地增强了顶梳的梳理力度,增强其剔除短绒、结杂的能力,最终提高了精梳纱的质量。
双排梳针顶梳的结构见下面简图。

图2 双排梳针顶梳的结构简图
与单排顶梳相比,双排梳针的顶梳只是将单排针片改为双排针片,前后排保持较小距离。如图所示,用嵌条4将针片6嵌装成双排针条5,由压板2通过螺钉3正确固装于顶梳板1上,即成双排梳针的顶梳。
比之于传统顶梳,双排梳针的顶梳至少具有下列几大技术优势:
1、增强了顶梳的梳理度。顶梳针排从一排增加到两排,针片数成倍增加,梳理能力成倍提高,梳理质量同比改善,其排除短绒、结杂的能力大幅提高。
2、增强了梳针的抗弯刚度。精梳机运行时的弯曲力炬可由双排针片共同承担,梳针的抗弯刚度几乎成倍提高,由此梳针因受力弯曲、倾斜以至出现并针、弯针的现象大幅下降,更杜绝了断针现象的发生。
3、双排顶梳的几何尺寸、工作角等都进行了优选设计,使双排梳针能在线自洁,不嵌花。
4、双排梳针形成的附加摩擦力界较宽,加强了对游离纤维的控制,可减少有效纤维的损失,节约原料纤维。
双排梳针顶梳的横向针密度见表2:

表2 双排梳针顶梳的横向针密度配置表
三、高速精梳机钛合金钳板结合件
高速精梳机顾名思义追求的首先就是高速,其钳板结合件为了减轻重量在外型设计上已数次挖潜以减轻重量。2006年,我们对材质进行了大胆的变革,起用了密度仅仅是以往材料密度60%的钛合金,使钳板结合件的整体重量大大降低,为精梳机高速、超高速运转创造了条件。其次,由于钛合金的强度,特别是比强度优于以往材料,能更适合高速摆动和上下钳板啮合对材质的强度要求。第三,由于钛合金冲击韧性大,不易变形,能提高使用寿命,其转动惯量小,传动负荷小,运动节点磨损小,能使设备运转平稳,噪音低。另外,钛合金耐腐蚀性能强,钳唇表面长期不受损,握持能力优良,能提高分梳效果。该钳板结合件已为多家精梳机整机厂提供配套,效果良好。
以上三项改进仅仅是创新实施的初步收获,今后等待我们的将是精梳分梳部件更多更好的持续创新和变化。